|
Добро пожаловать,
Гость
|
Представление, обсуждение, описание, конструктив и/или устройство инструментов разного назначения.
ТЕМА:
Типы и изготовление фасонных фрез 6 года 3 мес. назад #17
|
Типы и изготовление фасонных фрез
Для декоративного фрезерования применяют фасонные фрезы На рис. 39.1 показаны образцы фасонных фрез простой конфигурации. Каждая фреза вырезает в толще древесины канавку определенного профиля. Постепенное углубление фрезы в деталь осуществляется по двум направлениям. При торцевом направлении (рис. 39.1 А) деталь первоначально подается на торец вращающейся фрезы. Затем при возвратно-поступательном движении детали на обрабатываемой поверхности выбирают канавку заданного контура. Данный способ применяют для фрезерования замкнутого контура, не имеющего выхода за края детали. При фрезеровании канавки незамкнутого контура фрезу вводят в деталь с края (рис. 39.1 Б). Профиль фрезеруют постепенно за три-четыре прохода, оставляя для последнего чистового прохода минимальный съем материала. В некоторых случаях деталь фрезеруется на глубину несколько большую, чем та, которую образует рабочий профиль фрезы. Древесина, лежащая выше уровня фрезеруемого профиля, должна также легко срезаться боковым лезвием фрезы. Поэтому у таких фрез рекомендуется наряду с профилирующей режущей кромкой затачивать и боковую режущую кромку (рис. 39.1В). Фасонные фрезы сложного профиля (рис. 39.2) применяют для фрезерования орнаментальных поверхностей. Такие фрезы внедряются в деталь в одном направлении-со стороны фасонной образующей и формируют заданный рельеф без дополнительных смещений. Фрезы имеют четыре плоских ножа одинакового контура. Наличие перекрестных плоскостей придает фрезе большую жесткость, а четыре лезвия позволяют получить высокую чистоту обрабатываемой поверхности. Разновидности и изготовление фасонного фрезерного инструмента 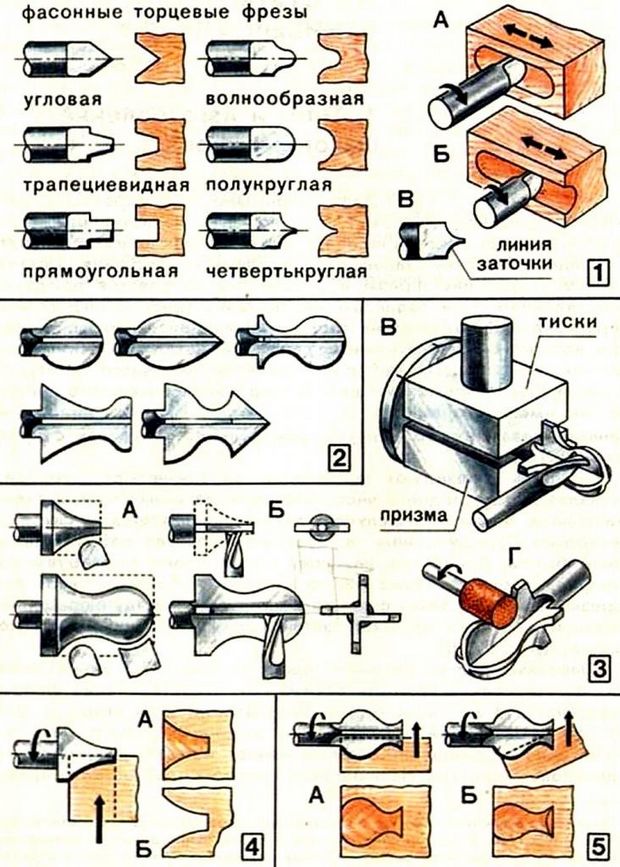
Закрепление фасонных фрез. Дополнительный шкив. Устройство наладочного рейсмаса 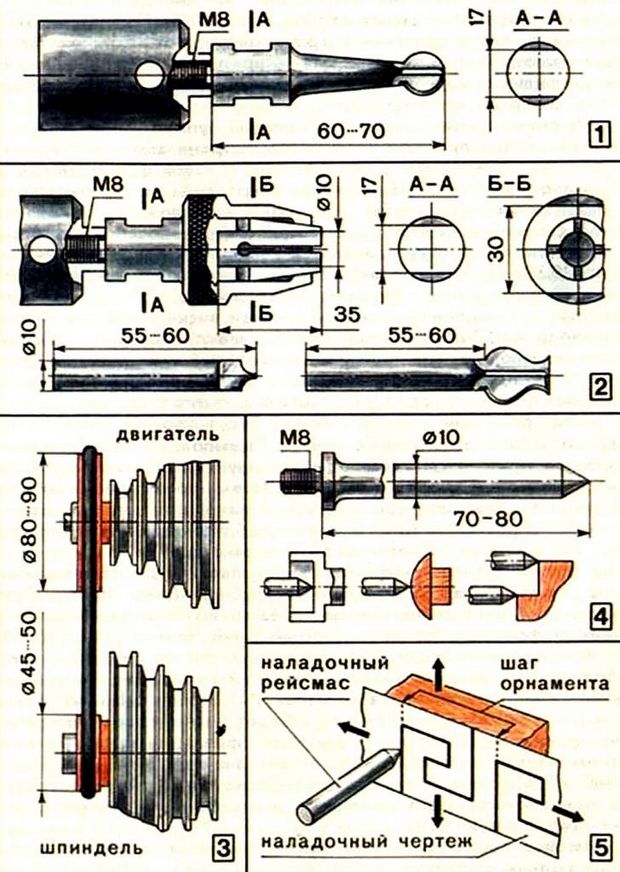
При изготовлении головок фасонных фрез заготовку из отпущенной углеродистой стали закрепляют в трехкулачковом патроне и производят предварительную обдирку с припуском, хвостовики обрабатывают начисто с нарезанием резьбы М8. Обработанные заготовки закрепляют на шпинделе одним из двух способов, показанных на рис. 40.1 и 40.2. (Положение хвостовика фрезы в цанговом патроне маркируют.) Головки фрез обтачивают фасонными резцами и, применяя шаблон, доводят их профиль до заданной формы (рис. 39.ЗА). Фасонную поверхность шлифуют и полируют. На станке устанавливают фрезерный суппорт и закрепляют на нем тиски с призмой. В цанговом патроне зажимают концевую фрезу диаметром 6 мм. Секторы головок фрезеруют, как показано на рис. 39.ЗБ. При формировании четырехножевой фрезы желательно, чтобы лезвия противоположных ножей лежали в одной плоскости. Для точного фрезерования секторов на хвостовик заготовки надевают и фиксируют круг с делениями (рис. 39.3В). Профрезеровав первый сектор, зажим тисков слегка отпускают и поворачивают заготовку на 90°, контролируя поворот совмещением соответствующей риски с ребром тисочной колодки. Затянув тиски, обрабатывают очередной сектор. Изготавливаемые фрезы имеют невыгодный угол резания, равный 90°. Однако он наиболее прост и удобен для формирования цельных фасонных фрез небольшого диаметра. Когда режущие плоскости ножей будут сформированы, приступают к затыловке (снятию фаски). Ее выполняют абразивными головками (рис. 39.ЗГ), соблюдая большую осторожность, чтобы нигде не задеть профиль лезвия. Затем фрезу закаливают и затачивают. Режущие кромки затачивают и доводят мелкозернистыми абразивными или алмазными брусочками, обрабатывая плоскость лезвия до зеркальной поверхности. Внедрение фасонной фрезы в толщу плоской заготовки может осуществляться до определенной глубины (рис. 39.4А). При сквозном прохождении фрезы через толщу заготовки соответственно формируется ее новый внешний контур (рис. 39.4Б). Фрезерование поверхностей одной и той же фрезой может образовывать рельеф разных очертаний в зависимости от глубины внедрения фрезы в заготовку. При неполном погружении (рис. 39.5А) контур рельефа будет более узким, чем контур фрезы. При врезании фасонной фрезы в заготовку под углом контур рельефа претерпевает значительные изменения (рис. 39.5Б). Этим обстоятельством следует умело пользоваться при расчетах шага орнамента и стыковки элементов фрезеруемого рельефа. Изготовленные фасонные фрезы закрепляют на шпинделе станка одним из двух способов, показанных на рис. 40.1 и 40.2. На шпиндель станка навинчивают оправку от чашечного шлифовального круга. Фасонная фреза, имеющая хвостовик с резьбой М8, может непосредственно закрепляться в отверстии оправки. В утолщении фрезы срезают две плоскости в размер 17 мм (под гаечный ключ). Аналогичным образом закрепляют на шпинделе цанговый патрон, изготавливаемый самостоятельно. Цангу растачивают непосредственно в закрепленном рабочем положении патрона. На поверхности гайки патрона также стачивают две грани под ключ 30. Наличие цангового патрона упрощает изготовление сменных фрез и делает их крепление однотипным. Патрон обеспечивает надежное закрепление фрез и их соосность со шпинделем. Обработка древесины фасонными фрезами ведется на больших оборотах шпинделя. Максимальная частота вращения шпинделя станка «Универсал» 3200 об/мин. Этой частоты достаточно для нормальной работы фрез. Однако качество обрабатываемой поверхности можно улучшить, если довести частоту вращения шпинделя до 6000 об/мин. Для этого из любого материала вытачивают два дополнительных шкива (рис. 40.3). Шкив диаметром 80-90 мм крепится удлиненным болтом Мб и притягивается непосредственно к шкивам вала двигателя. Шпиндельный шкив диаметром 45-50 мм надевается и фиксируется на муфте оправки заточного круга. (Входит в комплект оснастки.) Шкивы соединяют эластичным ремнем (пассиком), вырезанным в виде кольца из листа резины толщиной 6-8 мм. Сложная конфигурация фасонных фрез затрудняет наладку. Для точного отсчета и нахождения базового положения инструмента относительно центра или края детали изготавливают наладочный рейсмас (рис. 40.4). Как и фрезы, рейсмас закрепляют на шпинделе хвостовиком с резьбой М8 или в цанговом патроне. Рекомендуется также изготовить рейсмас диаметром 6 мм для установки в стандартном сверлильном патроне. Вершину рейсмаса обтачивают в закрепленном рабочем положении. (Маркировка рейсмаса обязательна.) При наладочных операциях центр оправки приспособления или центр детали подводят к вершине рейсмаса и замечают показания лимбов горизонтального и фрезерного суппортов. При наладке фрезерования по плоскости к вершине рейсмаса подводят край детали или базовую линию разметки заготовки и также замечают показания лимбов, опираясь на которые, осуществляют расчет движения обрабатываемой детали. Применение рейсмаса необходимо, в частности, при наладке станка на фрезерование орнамента. Чертеж орнамента (линии прохождения оси фрезы) приклеивают резиновым клеем к заготовке, которую устанавливают на фрезерном суппорте. Смещая заготовку по двум координатам, линии чертежа ведут по вершине рейсмаса (рис. 40.5). Положение линий и их пересечений (смену направлений движения) фиксируют по показаниям лимбов или упорами. Таким образом вырабатывается программа движений заготовки. Сияв с заготовки чертеж и заменив рейсмас торцовой фрезой нужного профиля, по полученной программе фрезеруют заданный орнамент. |
|
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе. |
