|
Добро пожаловать,
Гость
|
Представление, обсуждение, описание, конструктив и/или устройство инструментов разного назначения.
ТЕМА:
Обработка фасонных поверхностей 6 года 3 мес. назад #22
|
Фасонные резцы и стамески
Точение декоративных деталей сложного профиля выполняют фасонными резцами и стамесками. Фасонные резцы (рис. 15.1) изготавливаются мастерами самостоятельно из полос углеродистой или быстрорежущей стали толщиной 3-5 мм. Сталь отпускают, разрезают на пластинки шириной 10-20 мм и длиной 100-120 мм. Из плотной бумаги вырезают шаблон резца, который прикладывают к закопченной поверхности пластины и обводят иглой. Пластину стачивают по нанесенному контуру фасонными абразивными кругами, сопровождая процесс обработки интенсивным охлаждением. Когда резец примет заданные очертания, его закаливают и затачивают. Процесс затачивания фасонного резца очень сложен, так как режущая кромка должна быть острой по всему контуру. Задние углы должны быть достаточно большими под всеми элементами профиля резца, чтобы ни один из них не касался детали. Поскольку большинство фасонных резцов подаются на деталь только в одном направлении, заточку передних режущих кромок (показаны на рисунке жирной линией) сочетают с затыловкой - подтачиванием боковых граней (рис. 15.2). Варианты заточки и установки фассонных резцов 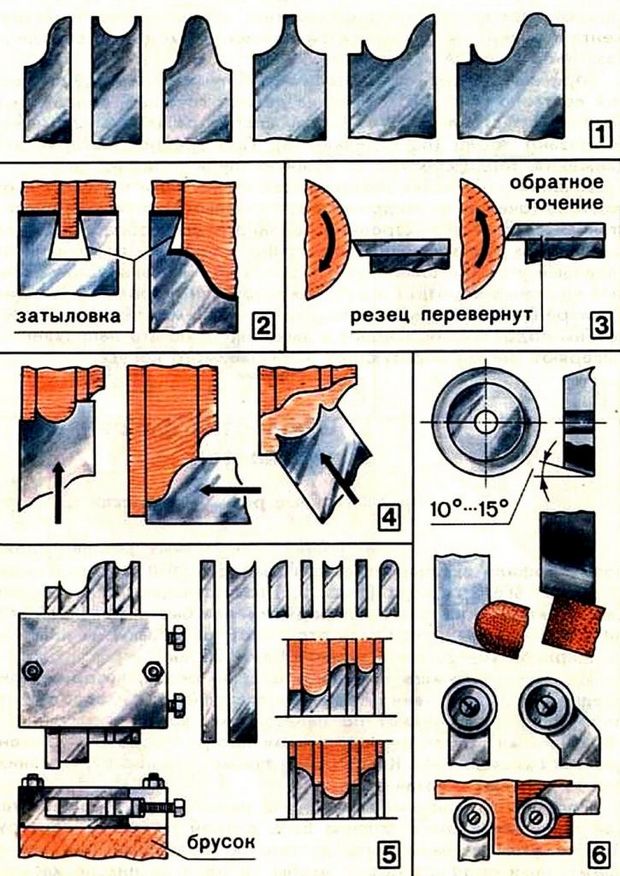
Фасонные резцы, сделанные из тонких пластин, легче обрабатывать, но они не обладают достаточной жесткостью для непосредственной установки в резцедержателе, и их закрепляют в паре с толстой подкладкой. На рис. 15.3 показаны два варианта установки фасонного резца для прямого и обратного точения, при последнем резец переворачивают и получают деталь с зеркальным профилем. Фасонный резец может подаваться на деталь в одном из трех направлений (рис. 15.4): поперечном, продольном и под углом к оси детали (при установке в подвижном резцедержателе). Возможности обработки фасонными резцами могут быть значительно расширены, если изготовить приспособление для набора нужного профиля из отдельных элементов (рис. 15.5). Из пластины отпущенной стали толщиной 6-8 мм нарезают полоски (прутки) прямоугольного или квадратного сечения. Концы их закаливают и затачивают по определенному профилю. Заточенные резцы объединяют в плоском хомутике и стягивают двумя болтами М6. Меняя порядок набора и регулируя длину вылета отдельного режущего элемента, получают различные суммарные профили. Естественно, что заточка каждого режущего элемента в отдельности проще, чем подобного цельного резца. Составной резец закрепляют на поперечных салазках суппорта через подставной брусок (металлический или буковый) двумя сквозными болтами или шпильками. Повторная заточка фасонных резцов осуществляется шлифованием их верхней плоскости и легким съемом заусенцев с профильной фаски. На рис. 15.6 показан резец с режущим диском. Плоскую заготовку (толщиной 4-8 мм) из отпущенной стали обтачивают по форме усеченного конуса и получают диски диаметром большого круга 12-20 мм. По краю диска протачивают канавку радиусом 2-3 мм. После закалки конические диски устанавливают на оправке, затачивают абразивными брусочками и получают кольцевую режущую кромку. Центровым болтом диски закрепляют на державках и применяют для точения закругленных шеек, поверхностей с уступами, имеющими скругленные переходы. Диск, установленный на отогнутой державке, образует расточной резец, одинаково хорошо режущий в продольном и поперечном направлениях. Полость, обработанная таким резцом, имеет плавный контур, придающий изделию пластичность. При затуплении с одного края режущий диск поворачивают, фиксируют и работают новым участком режущей кромки. Фасонные стамески, применяемые для точения сложных и тонких профилей,- обязательная принадлежность токарного дела (рис. 16.1). Чем больше разнообразных стамесок, тем легче воплотить творческий замысел в натуре. Стамески для тонких работиспользуются как для формирования общего контура изделия, так и для окончательной обработки профиля - точения канавой выточек, валиков, мелких уступов. Фасонные стамески и приспособления для стабилизации стамесок 
Формирование фасонных поверхностей резцами и стамесками 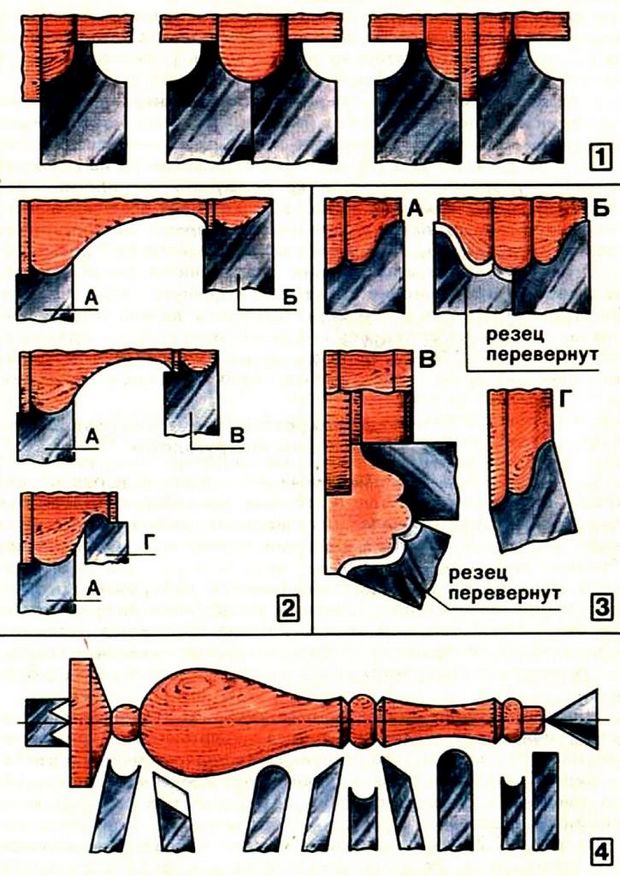
Ряд мелких стамесок одного профиля подтачивают на разную ширину лезвия: 1,5; 2; 3; 4 мм. Ими делают калиброванные выточки при точении серии одинаковых деталей. Стамески можно изготовить самостоятельно или получить разнообразные их фасоны, перетачивая готовый инструмент. Фасонная стамеска мобильный инструмент, но при точении серии изделий требуется ее периодическая установка в определенных местах и ограниченность перемещений как вдоль, так и к центру деталей. Для ограничения перемещений на стамеску надевают упорный хомутик, а на подручник - один или два ограничительных хомутика (рис. 16.2). Упорный хомутик фиксируют на стамеске после протачивания первой детали, и все последующие детали получаются одинакового с ней диаметра. Ограничительные хомутики на подручнике можно сдвигать до зазора равного ширине стамески. Раздвинутые хомутики могут ограничивать движение стамески вдоль детали. Подручник с налаженными на определенный зазор хомутиками перемещается суппортом. Таким образом формируется определенная зона действия ручного инструмента, легко и быстро изменяемая. Формирование элементов поверхности фасонным инструментом Фасонный механический и ручной режущий инструмент в полном объеме не сразу появляется в обиходе мастера. Сначала изготавливают резцы упрощенных форм. Однако и простыми резцами можно вытачивать разнообразные профили. На рис. 17.1 показан простой симметричный резец, который срезает древесину в поперечном и продольном направлениях. При этом односторонним заходом резца образуется часть цилиндрической поверхности и формируется полувалик; заходом с двух сторон формируется валик или вытачивается валик с буртиком. Для вытачивания одинаковых деталей, входящих в одно изделие, или серии изделий наиболее рационально применять фасонные резцы сложного профиля. Жесткая установка и регламентированная подача резца гарантируют идентичность деталей, что очень важно для создания четкого ритма декоративных элементов изделия. На рис. 17.2 показано формирование основания и головок шахматных фигур. Резец А применяется для точения оснований всех 32 фигур, резец Б формирует головку слона, резец В - головку пешки, резец Г - подставку под коня. Изготовленные для точения одних изделий фасонные резцы пригодны для точения других изделий, где в сочетании с новой общей формой повтор «старого» фасона в отдельных местах будет незаметен. Одинаковые профили, проточенные одним фасонным резцом на цилиндрической, конической или торцевой поверхностях изделия, воспринимаются по-разному. На рис. 17.3 во всех четырех позициях точение ведется одним и тем же резцом: А - рельеф по цилиндру; Б - соединение прямого и зеркального профилей в обруче по цилиндру; В - соединение прямого и зеркального профилей по поверхности круглой рамки; Г - торцевое точение. В позициях В и Г резец подают на деталь подвижным резцедержателем, установленным под углом к оси шпинделя. На рис. 17.4 показано формирование фасонными стамесками профиля ручки для кухонного инструмента. |
|
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе.
Последнее редактирование: от Олег Коровяков.
|
