|
Добро пожаловать,
Гость
|
Представление, обсуждение, описание, конструктив и/или устройство инструментов разного назначения.
ТЕМА:
Инструмент для механической резьбы по дереву и технология резьбы изделий крупных 6 года 3 мес. назад #27
|
Инструмент для механической резьбы по дереву и технология резьбы изделий крупных форм
Основной инструмент для механической резьбы по дереву - самостоятельно изготавливаемые фрезы из углеродистой стали (рис. 62.1). Предварительной токарной обработкой простыми или фасонными резцами формируют головки фрез и обтачивают хвостовики диаметром 6 мм для последующего закрепления в стандартном сверлильном патроне, установленном на шпинделе станка. Максимальный диаметр головки фрезы любого профиля не должен превышать 15 мм. Класс! Зубья фрез нарезают на станке или вручную. При ручном резании хвостовик фрезы пропускают в отверстие картонного шаблона, имеющего 12 делений, прочерченных в радиальном направлении. Разметочной чертилкой деления переносят на головку фрезы. По полученной разметке слесарной ножовкой на головке фрезы нарезают зубья. Для придания движению полотна определенного направления на хвостовик фрезы надевают кондуктор с двумя прорезями под разными углами, необходимыми для формирования передних и задних граней ее зубьев. Глубина пропила определяется профилем зуба. Цилиндрические и конические головки, имеющие прямую образующую, пропиливают неглубоко. Головки фасонных фрез с криволинейной образующей пропиливают глубже, с тем, чтобы плоскость пропила охватывала весь профиль режущей кромки зуба. Таким образом формируются передние и задние грани всех зубьев фрезы. Между гранями обязательно должна остаться тонкая полоска не затронутой ножовкой поверхности, наличие которой гарантирует сохранность запроектированного фасона фрезы. Количество зубьев зависит от диаметра фрезы и шага нарезки. Хорошие результаты дают фрезы с расстоянием между зубьями 1,5-2,5 мм. Нарезанные зубья доводят до нужного профиля тонкими абразивными кругами и закаливают. Затачивают фрезы по передней грани зубьев с применением тонких тарельчатых или конических абразивных кругов. Доводят режущие поверхности зубьев оселками или пластинками алмазной шкурки. Показанные на рисунке фрезы применяют для относительно грубой обработки древесины, формирования общих очертаний изделия и крупных деталировок. Цельные фасонные абразивные головки (рис. 62.2) изготавливают способом, изложенным в разделе «Абразивный инструмент для обработки древесины». В правой части рисунка показаны некоторые образцы фасонных головок, полученных обклей-кой деревянных колодок лентами абразивной шкурки крупной и мелкой зернистости. Головки обеих разновидностей применяют для небольших съемов древесины и шлифования деталей; они особенно удобны при обработке тонких скульптурных элементов. Хвостовики фрез и абразивных головок закрепляют в стандартном сверлильном патроне. Вращаясь против часовой стрелки, фреза срезает небольшой слой древесины с поднесенной снизу деревянной заготовки, удерживаемой пальцами обеих рук (рис. 62.3). Во время обработки заготовка своей верхней плоскостью упирается в подручник, закрепленный в резцедержателе, установленном на суппорте, отведенном в крайнее левое положение. Поперечным перемещением салазок суппорта подручник подвигают к фрезе на расстояние 3-4 мм. Наличие подручника - обязательное условие соблюдения техники безопасности. Перекладина подручника полностью исключает затягивание пальцев под фрезу. Кроме того, подручник играет важную роль в надежном и стабильном удержании заготовки. Срезая древесину, фреза увлекает заготовку вперед. Преодолевая давление фрезы, заготовку подают в противоположном направлении - на себя. Опора на подручник позволяет в широких пределах регулировать подачу заготовки на фрезу, направление и глубину резания. Сильное прижатие заготовки к подручнику с покачиванием ее вокруг нижней скругленной поверхности подручника делает возможной локальную выборку древесины. На рис. 62.4 показан пример выборки древесины в одной точке заготовки. Предварительной опиловкой заготовку под ковшик солонки вырезают по плоскостям. В патроне закрепляют шарообразную фрезу и устанавливают частоту вращения шпинделя равную 1700 об мин. Опираясь на подручник, заготовку сначала с очень слабым нажимом подают на фрезу. Постепенно увеличивая нажим, фрезу углубляют в заготовку до необходимого уровня. Ослабив нажим, заготовку слегка поворачивают на вращающейся фрезе, придавая сферическому углублению правильные геометрические очертания. Абразивной шарообразной головкой углубление шлифуют. Внешнюю поверхность ковша полностью обтачивают на абразивном шлифовальном диске. Абразивные головки простого и сложного профиля применяют для обработки криволинейных поверхностей и подгонки стыкуемых узлов сборных изделий. На рис. 63.1 показан процесс формирования фасонных деталей деревянной вазы с изогнутой ручкой. Вазу собирают из трех отдельно вытачиваемых элементов: подставки, корпуса и горла, а также ручки, выпиливаемой из плоского бруска прочной древесины. Предварительным опиливанием с воронки горла снимают лишний материал, оставляя небольшой припуск. Затем цилиндрической крупнозернистой головкой обрабатывают венчик горла, формируя его плавные обводы. Дугообразными абразивными головками обтачивают внутреннюю и внешнюю поверхности ручки и доводят ее профиль до заданных очертаний. Инструмент для резных работ по дереву 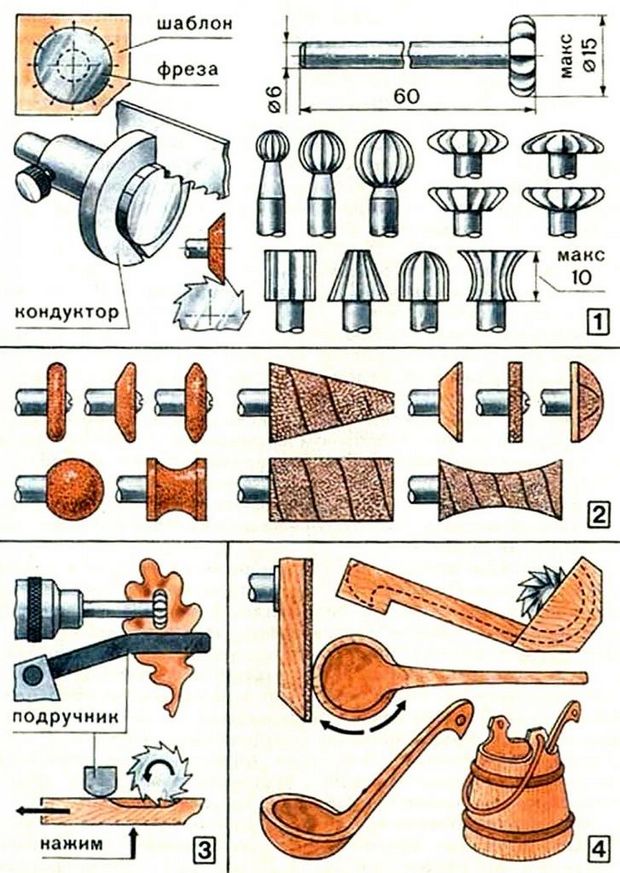
Обработка и варианты монтажа крупных резных деталей 
На рис. 63.2 показан порядок изготовления элементов дубового накладного орнамента. Плоские буковые бруски опиливают и обрабатывают абразивными головками по контуру дубового листа. Дисковой скругленной фрезой на лицевой и обратной сторонах листа вырезают волнообразный рельеф. По лицевой стороне волнообразный рельеф может доходить до середины листа, на оборотной стороне его делают только по краю, сохраняя в центре чистую площадку, необходимую впоследствии для закрепления листа (толщина заготовки в центре листа также сохраняется). Работа дисковой скругленной фрезой (или фрезами подобного типа) имеет некоторые особенности. При движении заготовки по стрелке А фреза оставит на ее поверхности широкую канавку. При движении заготовки по стрелке Б вырезаемая канавка будет иметь узкий профиль, соответствующий контуру зубьев фрезы. Если же заготовку перемещать под фрезой по некоторой дуге, переходя от одного направления движения к другому, то получится расширяющийся или сужающийся углубленный след. Дугообразный рельеф пластичен и наиболее точно передает природный характер вырезаемого декора. Стебель листа обтачивают цилиндрическими абразивными головками. Прожилки на листе прорезают мелкими фрезами или тонкими коническими абразивными головками. Дубовые ветви вырезают из прочной и твердой древесины, заготовленной в виде грубо нарезанных кусков ломаной геометрической формы. Ветви обтачивают цилиндрическими и дисковыми абразивными головками. Желательно, чтобы резчик имел перед собой в качестве модели живые природные образцы, отобранные по типичным признакам или, наоборот, с редко встречающимися чертами. Вырезаемые ветви должны иметь характерные изгибы и утолщения в местах раздвоений и почках. Утолщение неглубоко насверливают тонким сверлом и в полученные отверстия вставляют с клеем точно подогнанные концы стеблей листа. Выточенные на токарном станке желуди монтируют с помощью специально вырезанных на ветвях одинарных, двойных или тройных шипах. После монтажа листа соединения деталей тщательно зашлифовывают абразивными палочками или ленточками абразивной шкурки, пропущенными между элементами собранной гирлянды. Подобным образом изготавливают любой растительный декор, включающий, кроме листьев, цветы, бутоны и другие элементы. Накладные рельефные композиции используют для декорирования различных изделий - настенных тарелок, светильников, ваз, шкатулок и т. д. Растительный декор широко применяется при орнаментировании багета. Соединение багета с накладным декором может иметь самые разнообразные варианты. На рис. 63.ЗА показан сплошной дубовый орнамент - гирлянда, идущая по всему периметру багетной рамы. На рис. 63.ЗБ композиция из трех дубовых листьев покрывает угол рамы. К угловой композиции может быть добавлен ее развернутый вариант для декорирования сторон рамы по центру (рис. 63.3В). Этим методом часто пользуются для прикрытия шва, образующегося при сборке маломерных кусков багета в более длинные. Все виды накладного декора собирают и закрепляют непосредственно на готовой раме. Отделку багета и декора можно выполнять как раздельно, так и в собранном виде в зависимости от характера покрытия составных частей. |
|
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе. |
