|
Добро пожаловать,
Гость
|
Представление, обсуждение, описание, конструктив и/или устройство инструментов разного назначения.
ТЕМА:
Фрезерование фасонных граней по цилиндру и конусу 6 года 3 мес. назад #12
|
Фрезерование фасонных граней по цилиндру и конусу
Цилиндрические и конические детали длиной до 60 мм ограничивают простыми и фасонными фрезами с помощью универсального делительного блока, который закрепляют на вертикальном суппорте через поворачиваемый кронштейн, соединенный с фрезерным столом одним коротким болтом М10. Корпус делительного блока крепят на кронштейне двумя сквозными болтами или шпильками. Связка кронштейн - делительный блок может фиксироваться в двух разных положениях, при которых ось обрабатываемой заготовки будет направлена либо по вертикали (рис. 53.1), либо под определенным углом (рис. 54.1), налаженным по угловому шаблону. Просверленную по оси заготовку закрепляют на стандартной оправке сквозным болтом М8. После обработки на токарном станке с припуском на фрезерование заготовку вместе с оправкой переносят на делительный блок и закрепляют во фланце поворотной оси. Фрезерование граней по поверхности заготовок ведется главным образом вдоль волокон древесины, и обрабаты-ваемая поверхность имеет высокую чистоту, поэтому частота вращения шпинделя может не превышать 3000 об/мин. В зависимости от профиля фрезы и угла поворота заготовки можно получить различный рельеф - с промежутками между канавками (рис. 53.2А и 54.2А) или без них (рис. 53.2Б и 54.2Б). Детали с частичной отборкой уже на предварительном этапе следует обрабатывать без припуска, с высокой чистотой поверхности. Грани на вертикально установленной заготовке формируют торцом концевой фасонной фрезы (рис. 53.ЗА) или фрезой с боковым профилированным лезвием (рис. 53.ЗБ). Оба способа дают профили одинакового сечения, но выход граней на поверхность заготовки в концах канавок будет иметь разные очертания, что следует учитывать при проектировании деталей и подборе фрез. Например, фасонные грани, идущие по цилиндру до определенного уровня, лучше фрезеровать концевой фрезой. Если же грани упираются в расширение цилиндра, их целесообразно формировать фрезами с боковым профилированным лезвием, в результате чего на утолщении образуется профилированный мениск. Вид фрезы определяет и направление подачи заготовки. На концевую фрезу заготовка подается продольным движением суппорта, при этом ось заготовки должна совпадать с осью шпинделя. На фрезу с боковым профилированным лезвием заготовка подается поперечным движением суппорта. В этом случае ось заготовки должна проходить через центр профиля лезвия. В обоих видах фрезерования положения оси заготовки, налаженные в соответствии с указанными требованиями, жестко фиксируют упорами. Окончательную глубину фрезерования также ограничивают упором. Фрезерование граней на вертикально установленной заготовке производят только движением вертикального суппорта. Если грань имеет выход на край детали, движение фрезерного стола не ограничивают. При фрезеровании грани на определенном участке поверхности детали ход стола регламентируют двумя крайними упорами или упором с вкладышем. Врезание фрезы в древесину производят в одной из крайних точек обрабатываемого участка. Фрезеруемые грани могут формироваться комбинированным способом. На рис. 53.4 показан вариант последовательного фрезерования фасонных граней двумя фрезами. Сначала фрезой А нарезают шесть плоских граней. Затем фрезой Б по готовым плоскостям фрезеруют две параллельные полукруглые канавки. Фрезерование канавок ведут по двухступенчатой наладке продольного хода суппорта путем установки двух крайних упоров или одного упора с мерным вкладышем. Комбинированная огранка сложных форм может включать предварительное формирование граней ранее описанными методами. На детали, изображенной на рис. 53.5, нарезание квадратных бусин выполняют одной фрезой. Первоначально заготовку фрезеруют на делительном блоке, установленном для обработки многогранников. При этом ось детали находится в горизонтальном положении и фрезой, развернутой к детали в позиции А, формируют шесть граней с полукруглым валиком. Затем делительный блок закрепляют так, чтобы ось детали встала вертикально, и этой же фрезой, находящейся теперь в позиции Б, вырезают квадратную бусину с одновременным удалением лишнего материала с полей грани. Вертикальная подвеска делительного блока для фрезерования фасонных граней по цилиндру 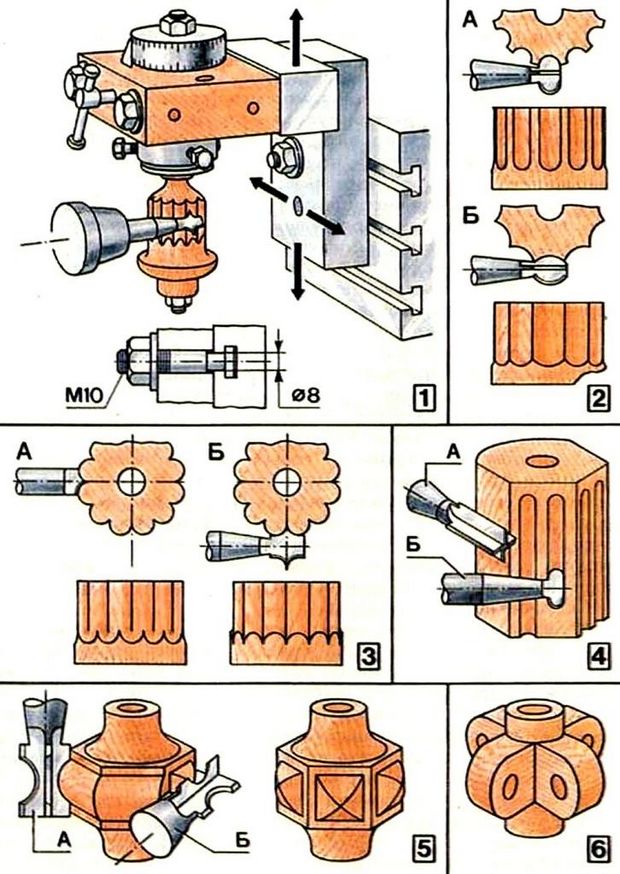
Наклонная подвеска делительного блока для фрезерования фасонных граней по конусу 
На рис. 53.6 показана деревянная крестовина. Ее фрезеруют цилиндрической фрезой, а затем, установив на шпинделе сверло, просверливают лопасти. Крестовины подобного типа применяют в раскладных деревянных конструкциях: раскрывающихся чашах, декоративных подставках и штативах, деревянных моделях машин и механизмов. На рис. 54.3 показан процесс формирования граней на рожке подсвечника при наклонном положении оси заготовки. Фреза, формируя профиль двух смежных граней, полностью снимает древесину, не оставляя в зоне фрезерования следов предварительной токарной обработки. Производя предварительное фрезерование, заготовку подают на фрезу поперечным ходом суппорта, не доводя его до упора приблизительно на 0,5-0,8 мм. Вертикальным перемещением фрезерного стола заготовку передвигают от упора до упора. Затем поперечным смещением суппорт доводят до упора и обратным вертикальным движением делают чистовой проход, снимая оставленный припуск. При подходе заготовки к верхней точке вертикальную подачу ведут очень осторожно, чтобы не выкрошить края формируемых лепестков. По этой причине верхний венчик заготовки предварительно вытачивают с небольшим припуском и после фрезерования деталь дотачивают до чистового размера. Для получения высококачественной поверхности фрезеруемых профилей частоту вращения фрезы увеличивают до 6000 об/мин. На рис. 54.4 представлен пример нарезания граней при двух последовательно устанавливаемых углах наклона заготовки. Переходящая с одной конической поверхности на другую сужающаяся канавка не теряет рельефности в самом узком месте заготовки. Волнообразный профиль лезвия фрезы позволяет формировать грани и на широком участке от А до Б, и на зауженном - от Б до В. В итоге получают деталь с очень мягким переходом от крупного рельефа к тонкому. При этом грани могут быть про-фрезерованы навылет или до определенного места. На рис. 54.5 показана деталь с двумя встречными коническими поверхностями и симметричной огранкой. Подобные детали применяют в качестве вставок при сборке длинных изделий из отдельных коротких точеных элементов. |
|
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе.
Последнее редактирование: от Олег Коровяков.
|
