|
Добро пожаловать,
Гость
|
Представление, обсуждение, описание, конструктив и/или устройство инструментов разного назначения.
ТЕМА:
Фрезерование фасонного профиля по сфере 7 года 4 мес. назад #13
|
Фрезерование фасонного профиля по сфере
Фасонные профили по сфере фрезеруют с помощью делительного блока, закрепленного на специальной шарнирной подвеске. Конструкция подвески позволяет поворачивать делительный блок вместе с установленной на нем заготовкой вокруг оси шарнира, придавая ему качательное движение в ограниченном секторе. Принципиальное устройство шарнирной подвески имеет два варианта, показанных на рис. 50.1 и 51.1. В первом варианте ось шарнира проходит позади заготовки. Качающаяся на этой оси заготовка срезается концевой фасонной фрезой по выпуклой сфере радиуса R (рис. 50.2). Совершив полный оборот на поворотной оси делительного блока, заготовка получит общую выпуклую сферическую форму с профилированными выточками. Во втором варианте ось шарнира расположена перед заготовкой. Качающаяся на ней заготовка срезается той же фрезой по вогнутой сфере радиуса R (рис. 51.2). В результате полной обработки заготовка получит вогнутую сферическую форму с профилированными выточками. Подвеска делительного блока осуществляется с помощью двух накладных пластин треугольной формы, закрепленных на боковых гранях корпуса блока. Пластины крепятся к корпусу двумя винтами М6 с потайными головками. Винты пропускают в боковые отверстия в корпусе и ввинчивают в вертикальные стальные стержни (рис. 50.1 А). Пластины, закрепленные на делительном блоке, применяют в обоих вариантах обработки сфер. Кронштейны, к которым шарнирно крепится подвеска блока, имеют разную конструкцию, зависящую от формы фрезеруемой сферы. Накладные пластины делительного блока и вертикальные стенки кронштейнов имеют ряд отверстий диаметром 6 мм. В противоположные пары отверстий пропускают два болта М6, соединяющие кронштейн с пластинами. Болты снабжают пружинными шайбами и затягивают контргайками. Степень затягивания болтов должна обеспечивать свободный поворот пластин без люфта. Набор отверстий в пластинах и стенках кронштейнов позволяет менять радиус качания заготовки и положение оси шарнира относительно поворотной оси делительного блока. Изменение радиуса и положения оси шарнира с помощью набора отверстий является упрощенным вариантом. Усложнив кострукцию приспособления, можно получить плавное регулирование обоих параметров. Качающаяся подвеска делительного блока для фрезерования фасонных граней по выпуклой сфере 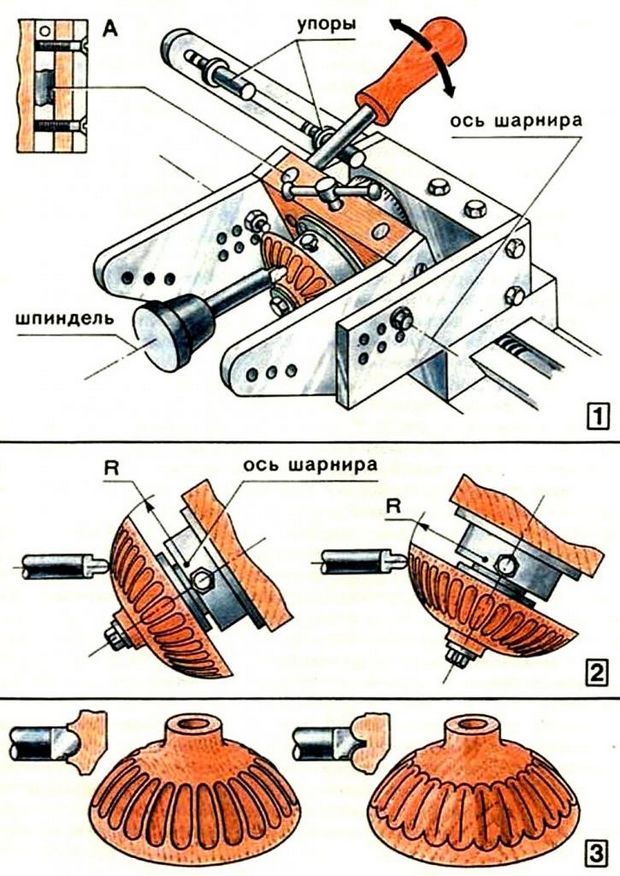
Качающаяся подвеска делительного блока для фрезерования фасонных граней по вогнутой сфере 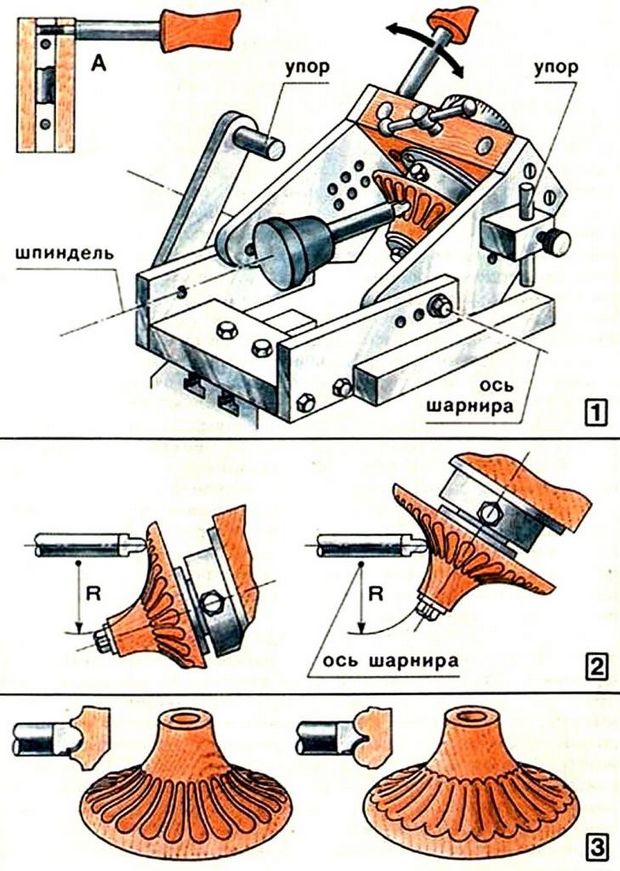
Из рис. 50.2 видно, что шарнирная ось проходит на некотором расстоянии от поворотной оси и фреза придает заготовке не шарообразную форму, а несколько расширенную, сохраняя в центре заготовки нетронутую площадку. Эта площадка важна для монтажа готовой детали с другими элементами изделия. Плавный поворот делительного блока вокруг шарнирной оси производят с помощью съемной рукоятки. Способ ее крепления показан на рис. 51.1 А. Все заготовки для сферического профилирования предварительно обрабатывают на токарном станке до заданного диаметра и торцуют в размер. Применяя шаблон, обрабатывают место сферы, оставляя припуск на фрезерование до 3-4 мм. Обточенную заготовку закрепляют на делительном приспособлении, которое соответственно профилю сферы устанавливают на одном из двух кронштейнов. Поперечной подачей суппорта поворотную ось заготовки совмещают по вертикали с осью шпинделя и найденное положение фиксируют упором или затягиванием планки салазок. Сочетанием отверстий в накладных пластинах и стенках кронштейна находят положение, при котором зона фрезеруемой сферы окажется досягаемой для торца фрезы в крайних фазах качания заготовки (на рис. 50.2 и 51.2 заготовки показаны в крайних фазах). Эти положения подвески фиксируют упорами, расположенными на стенках кронштейнов. Смещая суппорт в продольном направлении и покачивая рукояткой делительное приспособление, заготовку подводят к торцу фрезы до касания и в этой точке делают первое врезание глубиной до 0,5 мм. В результате качания заготовки (от упора до упора) на ее поверхности прорежется первая тонкая дуговая бороздка. Вследствие того, что предварительная токарная обработка не может дать расчетной сферической поверхности, при начальном врезании фрезы в заготовку канавка будет получаться неполной формы. По мере углубления фрезы съем древесины будет все более равномерным на всем фрезеруемом участке и фасонная канавка примет окончательную форму. Доведя глубину канавки до заданной величины, устанавливают упор продольного перемещения суппорта. На рис. 50.3 и 51.3 показаны фрезы двух типов - полукруглые и четвертькруглые, сечения рельефов, образующихся после фрезерования, и образцы готовых деталей. Из рисунков видно, что с продвижением фрезы к центру заготовки канавки сближаются и по достижении определенного положения их рельеф сольется. Однако, зная размеры режущих элементов фрезы и контур заготовки, пользуясь графическим методом, легко рассчитать приблизительный предел фрезерования. Установив упор немного ниже расчетного предела, производят пробное фрезерование двух соседних канавок. По результатам пробы упор устанавливают окончательно и фрезеруют рельеф по всему кругу. Изделия с гранеными элементами, изготовленными на «качающемся» делительном блоке 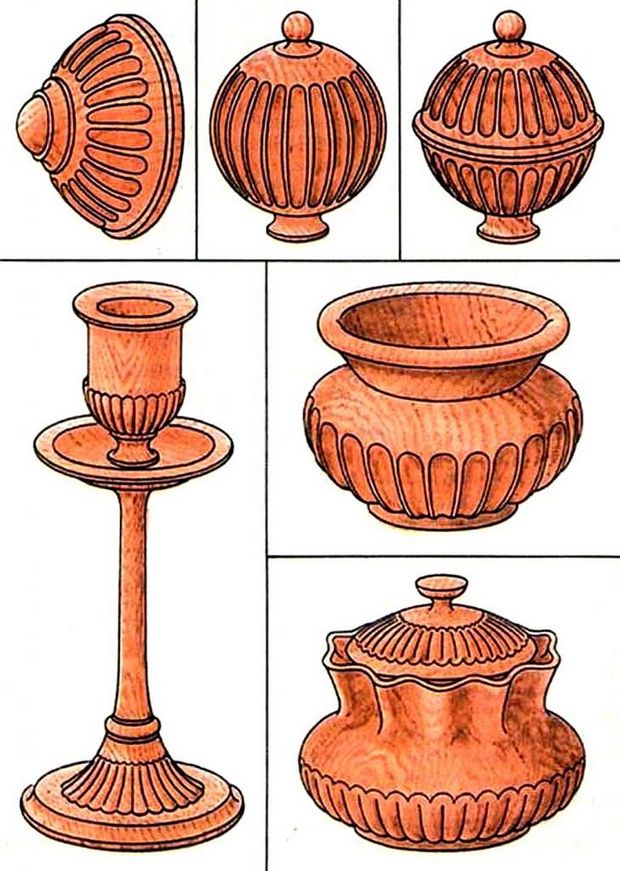
Профрезсровенные детали обязательно дорабатывают на токарном станке. При этом полученный на сферах рельеф можно подкорректировать. Например, в местах сближения канавок, вырезанных полукруглой фрезой, сферическая поверхность может быть подрезана таким образом, чтобы глубина канавок уменьшилась. Тогда контур канавок сузится, а промежутки между ними будут иметь по всей дуге одинаковую ширину. Рельеф, образуемый четвертькруглой фрезой, может быть сформирован так, что за счет близкого расположения канавок и их взаимного частичного подрезания в местах сужения на поверхности заготовки не останется нетронутой древесины. Такая поверхность не нуждается в повторной токарной обработке. Кроме возможной корректировки рельефа, повторной токарной обработкой к сформированной сфере подгоняют остальной контур деталей, сглаживают переходы от сферы к цилиндру, дополняют детали тонкими декоративными элементами. Готовые детали могут широко применяться как самостоятельные изделия и как составные элементы в сложных изделиях. На рис. 52 показаны некоторые варианты использования фасонных профилированных сфер. |
|
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе. |
