|
Добро пожаловать,
Гость
|
Представление, обсуждение, описание, конструктив и/или устройство инструментов разного назначения.
ТЕМА:
Профильное фрезерование по плоскости 7 года 4 мес. назад #16
|
Профильное фрезерование по плоскости
Для профильного фрезерования плоских поверхностей необходимо изготовить небольшие поворотные тиски. Их устройство и основные размеры показаны на рис. 41. Наибольшая ширина устанавливаемой в тисках деревянной заготовки равна 80 мм при максимальном ходе фрезерного стола 60 мм. Тиски устанавливают на фрезерном суппорте в двух положениях: горизонтальном и наклонном (рис. 41.1). В горизонтальном положении тиски закрепляют тремя болтами Мб. Для наклонного крепления тисков в их основании - пластине фрезеруют дугообразные пазы или просверливают отверстия, расположенные по дуге (рис. 41.2). Дугообразный паз снабжают рисками с ценой деления 10-15 шаг центров отверстий равен 15°. Поворот тисков осуществляется вокруг центрального болта, входящего в средний паз фрезерного стола, левый и правый болты крепятся в любом из трех пазов. Тиски могут быть наклонены как влево, так и вправо на одинаковые или разные углы, создавая возможность фрезеровать орнаменты с косоугольными элементами. Заготовку из хорошо выдержанной древесины предварительно обрабатывают на фуговальном приспособлении в размер будущей детали или с небольшим технологическим припуском, тщательно выверяя параллельность плоскостей. Деталь, имеющую форму бруска, закрепляют в тисках с упором ее задней плоскости в базовые выступы щечек тисков. В практике декоративного фрезерования чаще всего приходится обрабатывать тонкие детали - дощечки из ценных пород древесины. Малая толщина деталей не позволяет устанавливать их непосредственно в тисках. Используя припуск, тонкие детали закрепляют винтами на несущем бруске, который зажимают в тисках. При такой установке детали требования к параллельности плоскостей полностью сохраняются. Установку фрезерного суппорта следует также выверять на перпендикулярность поверхности его стола к оси шпинделя. Эти условия необходимо соблюдать, так как внедрение концевой фасонной фрезы в деталь идет с продольной подачи горизонтального суппорта до настроенного на заданный уровень упора. Если обрабатываемая плоскость не будет строго перпендикулярна оси фрезы, т. е. будет иметь перекос, то при поперечном перемещении детали фреза не войдет в древесину до нужной глубины или, наоборот, слишком в нее углубится. Вследствие этого рельеф орнамента и, соответственно, его рисунок по краям детали окажутся разными. Поворотные тиски для профильного фрезерования по плоскости 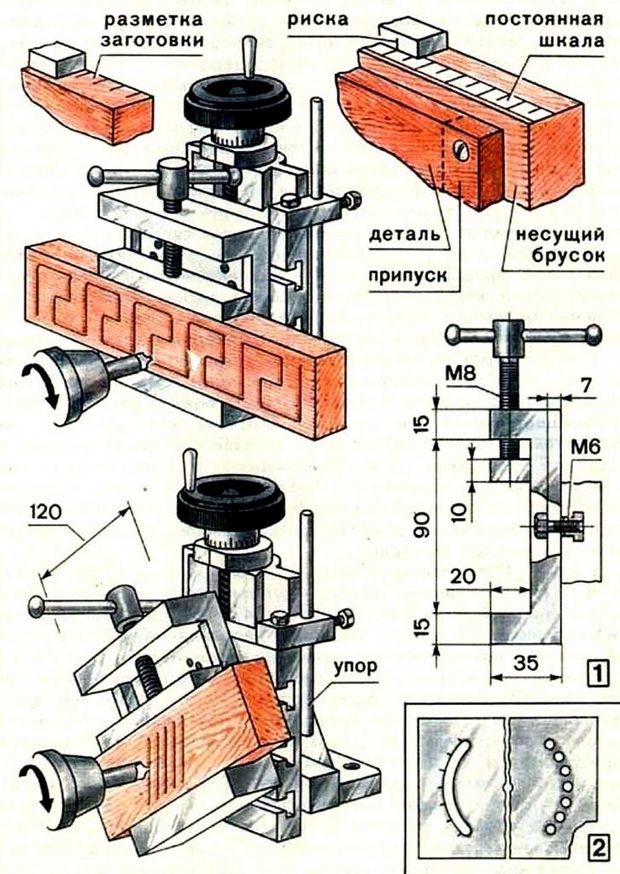
В горизонтально установленных тисках можно обрабатывать детали практически неограниченной длины. Вместе с тем ход поперечных салазок горизонтального суппорта позволяет за один установ (зажим детали в тисках) фрезеровать участок детали длиной не более 90 мм. Поэтому при фрезеровании вертикальных канавок на длинных деталях смещением горизонтального суппорта в поперечном направлении не пользуются, а применяют несущий брусок с постоянной миллиметровой шкалой на верхней плоскости. На передней грани прижимной колодки тисков наносят риску. Несущий брусок с закрепленной на нем деталью устанавливают в тисках. Поставив отсчетное деление шкалы против риски, брусок зажимают. Продольным смещением суппорта деталь подают на фрезу до упора и вертикальным движением фрезерного стола фрезеруют на детали вертикальную фасонную канавку. После каждого рабочего цикла тиски разжимают, по показаниям шкалы брусок перемещают на заданный отрезок (шаг) и, повторяя движение детали, фрезеруют новую канавку. При фрезеровании в вертикальном и горизонтальном направлениях шкалой пользуются для продвижения детали в тисках на определенную ее часть. Внутри этой части подача детали на фрезу осуществляется как вертикальным, так и горизонтальным суппортами. После фрезерования салазки суппортов отводят в исходное положение, деталь перемещают в тисках на величину шага орнамента и обрабатывают новый участок, повторяя движение суппортов. Орнаментальное фрезерование реек производят таким же образом, применяя вместо шкалы индивидуальную разметку каждой заготовки. На рис. 42 показаны некоторые образцы орнаментов, полученных фрезерованием плоской деревянной поверхности. При горизонтальной установке тисков (рис. 42.1) перемещением детали в вертикальном и горизонтальном направлениях фрезеруются орнаменты прямоугольного характера с замкнутым (рис. 42.2А) или незамкнутым (рис. 42.2Б) контурами, которые вырезают одной концевой фрезой любого профиля. На рис. 42.2В и Г представлены типы орнаментов, вырезаемых двумя фрезами. Сначала деталь фрезеруют в расчетных точках полукруглой концевой фрезой. Затем, не сбивая наладки станка, фрезеруют вертикальные и горизонтальные канавки полукруглого сечения (рис. 42.2В). Канавки обоих видов имеют замкнутый контур, и ввод фрезы на уровень резания осуществляется через ранее про-фрезерованные полусферические углубления. Фрезерование орнамента с незамкнутым контуром (рис. 42.2Г) производят вводом фрезы также через полусферы или с верхнего и нижнего краев детали. Фрезерование орнамента по плоскости 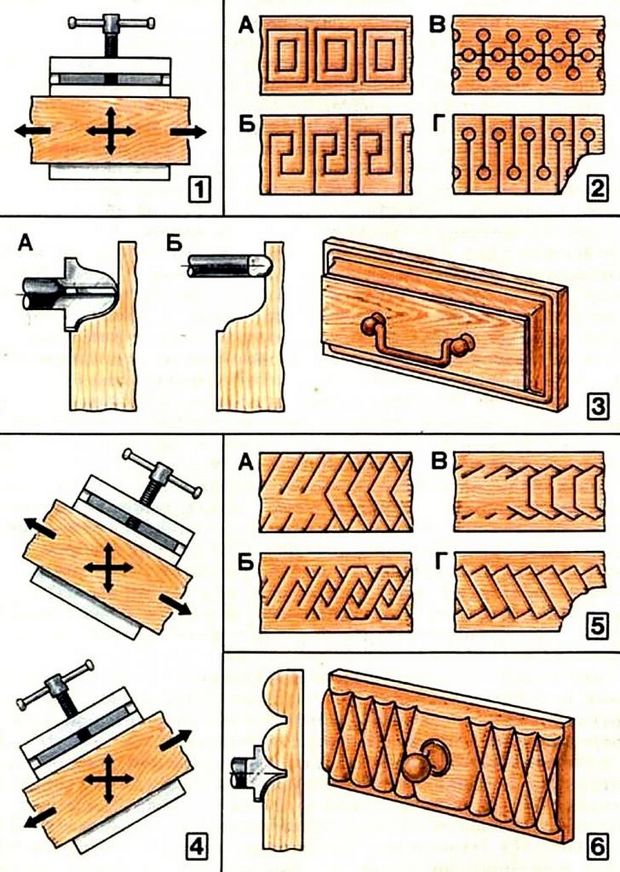
При обработке передней стенки выдвижного ящика высокий рельеф формируется фасонной фрезой (рис. 42.3А). Радиусной концевой фрезой по периметру детали вырезают полукруглую канавку (рис. 42.ЗБ). Вертикальное фрезерование (менее 60 мм) осуществляется поочередно обеими фрезами за один установ заготовки. Горизонтальное фрезерование ведется поперечной подачей суппорта за 2-3 установа заготовки в тисках. При наклонном положении тисков деталь оказывается под разными углами по отношению к перекрестному движению суппортов. Симметричные и несимметричные наклоны в сочетании с вертикальной или горизонтальной подачей детали на фрезу образуют разнообразные варианты направлений фрезерования. Однако при наклоне тисков более 30° смещаемая в них заготовка упрется в станину; по этой причине размер заготовки не должен превышать 60X160 мм (рис. 42.4). При ее обработке поочередно фрезеруют правую и левую половины. На рис. 42.5 показаны некоторые варианты фрезерования орнаментов с наклонными элементами. Орнамент, представленный на рис. 42.5А, имеет незамкнутый контур и вырезается при симметричном наклоне тисков вправо и влево и только вертикальным перемещением суппорта. Сначала с рассчитанным шагом фрезеруют элементы с наклоном вправо, затем, повернув тиски на симметричный угол влево, фрезеруют элементы с наклоном влево. Процесс нарезания орнамента, показанного на рис. 42.5Б, аналогичен предыдущему, но с добавлением горизонтальных элементов. После фрезерования наклонных канавок тиски устанавливают горизонтально. Фрезерным суппортом деталь поднимают или опускают, подводя к фрезе нижний или верхний края орнамента, по которым фрезеруют горизонтальные соединительные канавки поперечным смещением суппорта. Орнамент, представленный на рис. 42.5В, фрезеруют также с симметричными наклонами тисков. Наклонные канавки фрезеруют при поперечной подаче горизонтального суппорта. Затем при горизонтальной установке тисков смещением фрезерного суппорта вырезают вертикальные соединительные канавки. На рис. 42.5Г показан орнамент, составленный из наклоненных прямоугольников. Каждый из них фрезеруется в повернутых на один постоянный угол тисках при поочередной подаче вертикального и горизонтального суппортов. На рис. 42.6 показан образец фрезерования сетчатой поверхности концевой четвертькруглой фрезой. Деталь обрабатывают за два установа левой и правой половин. Шестигранная площадка, оставленная под ручку, является «перебивкой» орнамента. Ее включение значительно упрощает переналадку при фрезеровании обеих половин детали. Подобные «перебивки» применяют и при наборе отдельных орнаментальных частей в длинные полосы. Стыки, проходящие через «перебивки», закрывают плоскими декоративными розетками круглой или граненой формы. Для незаметной стыковки сплошного орнамента подбирают такой его рисунок, при котором составные элементы соединяют по линиям фрезерованного профиля. |
|
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе. |
