|
Добро пожаловать,
Гость
|
Представление, обсуждение, описание, конструктив и/или устройство инструментов разного назначения.
ТЕМА:
Изготовление декоративных деталей с наклонными осями точения 7 года 4 мес. назад #18
|
Изготовление декоративных деталей с наклонными осями точения
Для точения деталей с наклонными рельефными выточками и плоскостями применяют приспособление, поворотная ось которого расположена под углом к оси шпинделя. Опыт показал, что наиболее выразительный профиль имеют детали с наклоном декоративных элементов в 50-60 гр. На рис. 36.1 показан общий вид и основные размеры приспособления с постоянным наклоном поворотной оси равным 55 гр. Приспособление крепится на шпиндель аналогично приспособлению, представленному на рис. 33. Основная деталь приспособления - дюралюминиевый кронштейн, в верхнем плече которого фрезеруют сквозное продолговатое отверстие. Пропущенная в отверстие поворотная ось может быть закреплена в двух положениях: по центру приспособления и со смещением от центральной его плоскости на 3 мм. В положении, представленном на нижнем чертеже, центр поворотной оси проходит через ось шпинделя. Поворотную ось с плотно насаженным дюралюминиевым диском протачивают в центрах в соответствии с чертежом и на ее концах нарезают резьбу (рис. 36.2). По периферии диска наносят 16 делений, которые совмещают с риской на фаске торца кронштейна. Центральное или смещенное положение оси фиксируется болтом Мб. Жесткое закрепление оси в кронштейне осуществляют верхней гайкой М10. Для устранения вибрации приспособление необходимо сбалансировать. С этой целью его подвешивают на ребре, проходящем через ось вращения. Противовес набирают из отдельных стальных шайб и, добившись равновесия, их закрепляют болтом Мб (рис. 36.3). Предварительно проточенную на оправке заготовку надевают на поворотную ось и закрепляют нижней гайкой М10. Вращающаяся вместе со всем приспособлением деталь может быть обработана с фронтального (рис. 37.1) или бокового (рис. 38.1) заходов резца. Для того чтобы свободный конец поворотной оси не задел резцедержатель, закрепленные в нем резцы устанавливают со значительным вылетом (рис. 37.2). При этом фасонные резцы, изготовленные из тонких пластин, дублируют толстой подкладкой. При фронтальном заходе резца деталь имеет узкую зону резания, однако ее вполне достаточно, чтобы фасонным резцом сделать на вращающейся детали профилированную выточку. Фронтальная обработка детали при центральном или смещенном положениях поворотной оси в отверстии кронштейна образует два совершенно разных рельефа. Если поворотная ось установлена по центру кронштейна (рис. 37.ЗА), фасонным резцом вырезают круговую выточку, и получаемый на поверхности детали профиль будет симметричен относительно оси вращения шпинделя (рис. 37.ЗБ). Звенья вырезаемого рельефа складываются из двух гребней соседствующих выточек. Деталь обрабатывают только в поперечном направлении, с небольшой и плавной подачей резца. После протачивания всех 16 выточек поверхность изделия обретет законченный ромбовидный рельеф. Детали подобного профиля вытачивают из очень прочных пород древесины. Если поворотная ось смещена (рис. 37. 4А), заготовка за один оборот вокруг оси шпинделя срезается фасонным резцом только с одной стороны и прорезаемая выточка имеет вид полукольца (рис. 37.4Б). Поворачивая и фиксируя по 16 делениям ось изделия, нарезают 16 полуколец, покрывающих всю сферу детали. Как и в предыдущем случае, резец подают на деталь только в поперечном направлении. Поскольку данный рельеф не имеет перекрестного резания, такие детали можно вытачивать из любой древесины, пригодной для токарной обработки. Диаметр обрабатываемой детали, внешняя дуга, описываемая за один шаг ее поворота, и профиль фасонного резца должны быть увязаны, и их взаимный расчет делают по предварительному чертежу сечения детали. В процессе вырезания перекрестного или дугового рельефов частично подрезаются верхняя и нижняя шейки деталей, поэтому после формирования полного профиля детали дотачивают на обычной токарной оправке. При этом можно слегка подрезать «полюса» рельефа, если в его мелких элементах имеются сколы. Полученные детали включают в разнообразные изделия. В некоторых случаях они могут использоваться самостоятельно. Приспособление для обработки деталей с наклонными осями точения 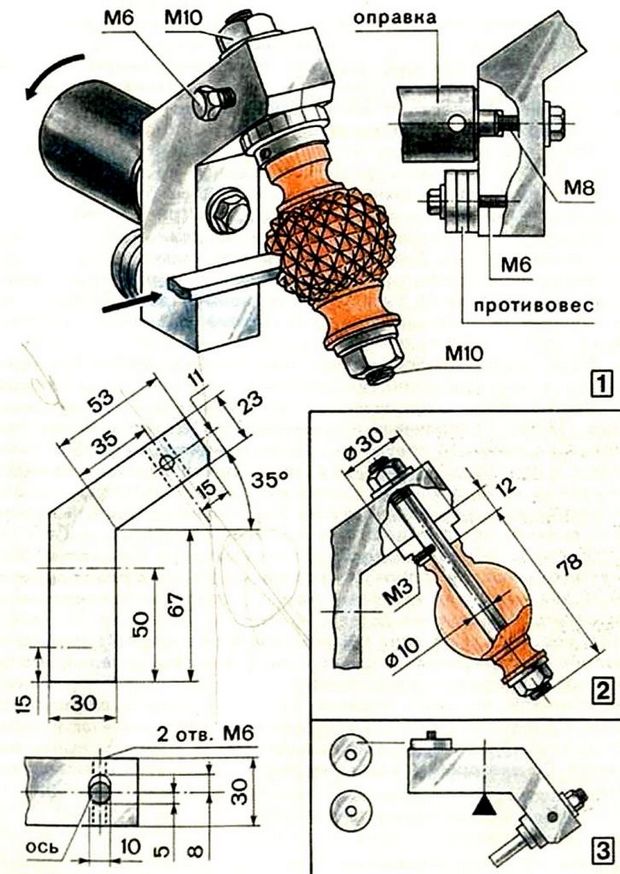
Два варианта обработки деталей с наклонными осями точения 
На рис. 37.5 показано сервировочное кольцо для салфеток. Его изготавливают из детали с готовым рельефом, которую закрепляют во внешней полусферической оправке и растачивают с частичной подрезкой торцов. Для изготовления деревянного браслета диаметром 70-80 мм (рис. 37.6) шаг поворота его оси сокращают, применяя делительный диск на 32, 36 или 48 делений. Готовую деталь также обрабатывают в кольцевой оправке. При обработке детали с бокового захода резца поворотную ось устанавливают по центру приспособления. Действуя в ограниченной зоне, резец снимает часть заготовки, оставляя чистую плоскость или фасонную поверхность (рис. 38.1). Резец подают в зону резания только продольным перемещением суппорта, однако в самой зоне резец может перемещаться как в продольном, так и в поперечном направлениях в зависимости от характера рельефа. Для обработки деталей малого диаметра требуется значительный вылет резца из резцедержателя (рис. 38.2). Для обработки деталей большого диаметра резец может иметь нормальную установку. Поворот и фиксацию оси заготовки ведут по делениям на диске. При 16 делениях получают соответственно 2, 4, 8 или 16 граней. Нарезка простых граней может иметь несколько разновидностей. При двухрядной огранке деталь обрабатывают с одной стороны, затем переворачивают и устанавливают так, чтобы центр вырезанной грани совпал с центром вновь вырезаемой (рис. 38.3). Если перевернутую деталь сместить на половину деления, центры новых граней встанут против ребер противоположной огранки. Съем граней можно вести, оставляя от заготовки тонкий поясок - рундист. Можно также довести срезку верхних и нижних граней до их пересечения по прямому или ломаному рундисту. Наклонные грани с лежащими на них полусферами вытачивают тем же способом. На рис. 38.4 показаны два варианта нарезки рельефных граней. Профиль детали часто зависит от ее расположения в собранном изделии. В отдельных случаях бывает достаточно сделать рельефные грани в верхней половине детали, обработав ее нижнюю часть под гладкую полусферу. Для получения рельефной (или простой) трехрядной огранки берут деталь, первоначально обработанную на приспособлении для нарезания прямых граней (рис. 38.5А). Согласовав положение готовых граней с фазами нового деления, формируют наклонные грани (рис. 38.56). Для огранки детали большого диаметра (до 120 мм) кольцевую заготовку закрепляют на поворотной оси через специально выточенную деревянную оправку (рис. 38.6). Деление заготовок большого диаметра производят на сменных поворотных осях с делительными дисками на 24, 36 или 48 делений. Применяя ось с большим делительным диском, соответственно следует увеличить противовес. Полученный ограненный венец включают в точеные изделия. Нарезание простых и фасонных граней на приспособлении для обработки деталей с наклонными осями точения 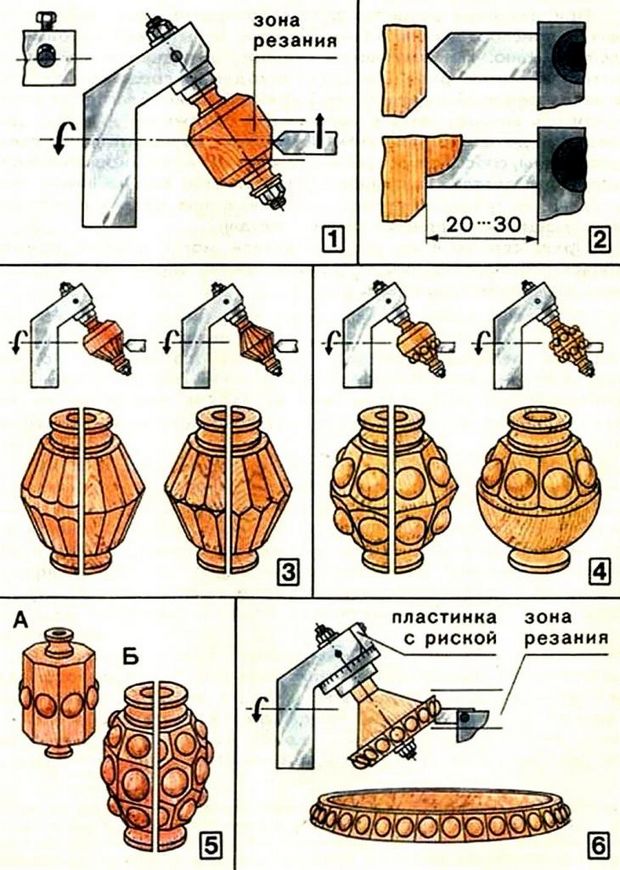
Все виды обработки на приспособлении с наклонной поворотной осью осуществляются только с применением продольного и поперечного упоров, гарантирующих идеальный повтор налаженных движений резца. При давлении резца на деталь поворотная ось, закрепленная в приспособлении одним концом, испытывает небольшую деформацию. Поэтому когда суппорт, доведенный до упора, останавливается, резец не сразу отводят от срезанной детали, а некоторое время держат его в крайней точке. Благодаря упругости ось возвращается в нормальное положение и деталь дорезается до конца. При этом происходит незначительный съем древесины, способствующий выглаживанию сформированной поверхности детали. Указанное обстоятельство весьма важно, поскольку по технике безопасности исключена ручная шлифовка вращающейся на приспособлении детали. Представленные на рис. 38 детали могут широко применяться как стыковочные и промежуточные элементы в различных деревянных изделиях. |
|
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе. |
