|
Добро пожаловать,
Гость
|
Представление, обсуждение, описание, конструктив и/или устройство инструментов разного назначения.
ТЕМА:
Изготовление декоративных деталей с несколькими осями точения 7 года 4 мес. назад #19
|
Изготовление декоративных деталей с несколькими осями точения
Детали с несколькими осями точения изготавливают на специальном приспособлении, собранном из трех дюралюминиевых брусков в форме рамки (рис. 33.1). В торцах горизонтальных брусков фрезеруют пазы, в которые вставляют поворотную ось (рис. 33.2). Ось изготавливают из стального стержня, на который плотно насаживают дюралюминиевый диск. Ось и диск обрабатывают в центрах в соответствии с чертежом. На концах оси нарезают резьбу. Вставленную в пазы ось фиксируют сверху и снизу двумя гайками Мб и М8. Гайкой М10 зажимают предварительно обработанную деревянную заготовку. При затягивании верхней гайки Мб брусок через шайбу упирается в уступ, образованный разницей диаметров оси. При затягивании нижней гайки М8 брусок упирается непосредственно в торец диска. Ось фиксируют сверху и снизу двумя гайками Мб и М8. Гайкой М10 зажимают предварительно обработанную деревянную заготовку. При затягивании верхней гайки Мб брусок через шайбу упирается в уступ, образованный разницей диаметров оси. При затягивании нижней гайки М8 брусок упирается непосредственно в торец диска. Приспособление для обработки деталей с несколькими осями точения 
По периферии диска просверливают 24 отверстия диаметром 3 мм и глубиной 5-6 мм. На внутренней поверхности нижнего горизонтального бруска устанавливают колодочку с коротким стержнем диаметром 3 мм. Конец стержня обтачивают на конус. При введении оси в пазы стержень углубится в одно из отверстий диска и зафиксирует ось в определенном положении. Для устранения вибрации, возникающей при вращении приспособления, его необходимо отбалансировать. С этой целью полностью собранное приспособление подвешивают на ребре (рис. 33.3), добиваясь равновесия. Точку равновесия замечают и в этом месте сверлят и растачивают посадочное отверстие Приспособление закрепляют на оправке, входящей в комплект оснастки станка, предварительно сняв с нее чашечный шлифовальный круг. По месту прохождения оси вращения приспособления рассчитывают размеры и контур обрабатываемой детали (рис. 33.4). Возможно также применение подкладочных шайб или колец для установки заготовки на поворотной оси по заданному уровню. Пользуясь незначительным люфтом в креплении (4 болта Мб), положение горизонтальных брусков регулируют так, чтобы ось шпинделя проходила через центр поворотной оси приспособления. Только в этом случае вытачиваемые полусферы окажутся в центре образуемых граней. После регулировки на вертикальном бруске и оправке делают общую красную отметку для точной повторной установки приспособления. Заготовку под граненую деталь вытачивают на оправке диаметром 10 мм, зажатой в трехкулачковом патроне. Затем патрон снимают со шпинделя и устанавливают приспособление. Заготовку надевают на поворотную ось и зажимают гайкой М10. Установив ось в пазах, затягивают верхнюю и нижнюю гайки. Заготовку обрабатывают при частоте вращения шпинделя, не превышающей 1200 об/мин. Грани обрабатывают обычными или фасонными резцами. Из рис. 34.1 видно, что на обрабатываемой детали расстояние от сферы до угла площадки (по диагонали) значительно больше, чем от сферы до ребра. При поперечной подаче резец полностью обработает всю грань, поэтому его режущая кромка А может быть короткой. При этом важно рассчитать профиль и величину перемещения резца таким образом, чтобы поверхность ранее вырезанной сферы не задевалась режущей кромкой. При продольной подаче фасонного резца (рис. 34.2) режущая кромка А должна быть достаточно длинной и перекрывать диагональ грани. Направление подачи фасонного резца при обработке деталей с несколькими осями точения 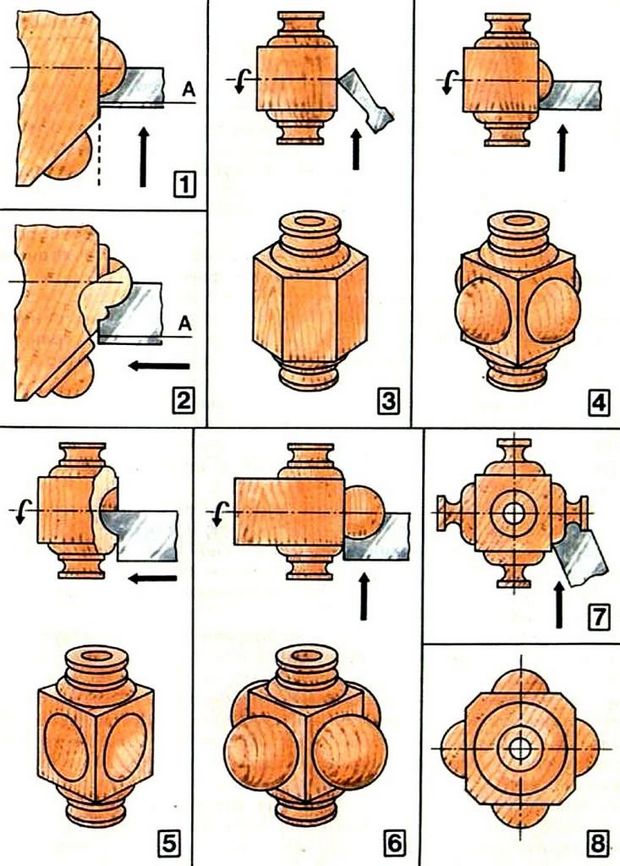
Так как в делительном диске имеется 24 отверстия, полный оборот поворотной оси может быть поделен на 2, 3, 4, 6, 8, 12, 24 равных угла и дать соответствующее число одинаковых граней. После протачивания и формирования первой грани верхнюю и нижнюю гайки развинчивают, ось смещают в пазах до выхода фиксирующего стержня из отверстия диска и поворачивают ее на необходимый угол. Совместив соответствующее отверстие со стержнем, ось подают в глубь пазов, и она снова оказывается зафиксированной в заданном положении. Затянув гайки, приступают к обработке очередной грани. Деталь изготавливают с применением продольного и поперечного упоров. На рис. 34.3 показано стачивание чистых граней проходным резцом; на рис. 34.4 - формирование фасонным резцом поперечной подачей внешней полусферы по граням; на рис. 34.5 - вытачивание продольной подачей фасонного резца внутренней полусферы; на рис. 34.6 - точение шаров по четырем граням; на рис. 34.7 - вытачивание крестовины фасонным резцом за один установ грани. С помощью приспособления можно вытачивать комбинированные многогранники. На рис. 34.8 показан профиль, имеющий четыре грани со сферами и четыре промежуточные простые грани. Выточенные детали соединяют с другими элементами и получают готовое изделие (рис. 35.1). Величина внутренней полости приспособления позволяет обрабатывать заготовку до 100 мм в диаметре. На рис. 35.2 показано кольцо, установленное на поворотной оси между двумя деревянными фланцами. На поверхности кольца точат грани нужного профиля. Готовое кольцо включают как декоративную деталь в разнообразные изделия. Граненые детали могут широко применяться как связующие элементы всевозможных деревянных конструкций. Показанные на рис. 35.3 многогранники могут быть использованы для прямой и угловой связки декоративных ограждений при изготовлении этажерок и журнальных или сервировочных столиков. На рис. 35.4 изображены шести- и восьмигранные крестовины для связки трех- и четырехколонных подставок. Открытые верхние концы связующих стоек закрывают специально выточенными декоративными пробками. Сквозные отверстия колонных связок закрывают с двух сторон (рис. 35.5). На рис. 35.6 показаны два варианта ступиц для колес. В первом варианте приспособление использовано для сверления в круглой детали восьми отверстий, во втором - кроме сверления на ступице срезаны восемь граней, в плоскости которых упираются торцы спиц. Варианты монтажа деталей с несколькими осями точения 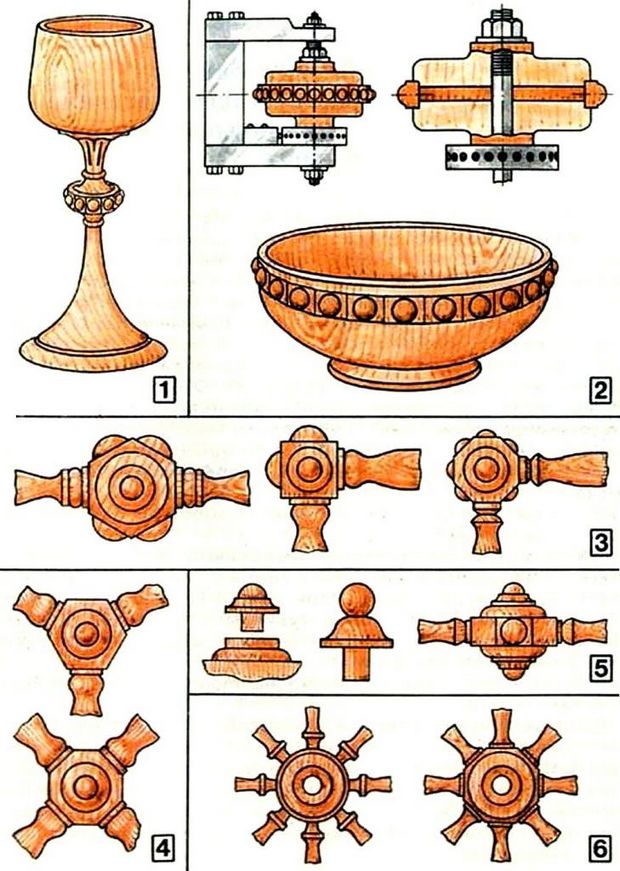
После нарезания граней деталь можно снова надеть на токарную оправку и подрезать края граней до точного квадрата, а также доработать остальные элементы профиля. Если деталь входит в небольшое изделие, то его окончательно обрабатывают в собранном виде. |
|
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе. |
