Фрезерование спиральных и прямых граней и каннелюр

Для получения спиральной грани необходимо обеспечить одновременное вращение заготовки и перемещение ее вдоль оси. Оба движения должны быть жестко согласованы, так как фреза формирует профиль не за один, а за несколько проходов, точно повторяющих первоначально проложенную спиральную траекторию. Кроме того, заготовке должен задаваться шаг поворота для фрезерования нескольких спиральных канавок, равномерно расположенных по цилиндрической поверхности.
Все три вида движения можно осуществить на приспособлении, изображенном на рис. 1.1. Корпус приспособления изготавливается из трех плоских буковых брусков, тщательно выполненных по чертежу. Стыкуемые плоскости брусков выравнивают на шлифовальном диске с выверкой перпендикулярности граней. Соединяемые плоскости склеивают казеиновым клеем и стягивают болтами (рис. 1.1 А). В противоположных стенках корпуса устанавливают механизм поворота заготовки (рис. 1.2) и поджимной вращающийся центр (рис. 1.3).
Механизм поворота заготовки устроен следующим образом. В стенку корпуса вставляется стакан, внутри которого находятся два радиальных подшипника, плотно прикрываемых кольцевым фланцем. В отверстия подшипников пропущена ось, упирающаяся своим выступом в их внутренние кольца. На фланце оси протачивают центральный конус, который в сочетании с двумя дополнительными образует трезубец. Вершины трезубца должны точно совпадать с тремя вершинами поводкового центра, входящего в комплект оснастки станка. С противоположной стороны на ось насаживают широкий делительный диск и жестко закрепляют сквозным винтом. По периферии диска расположены 24 отверстия диаметром 3 мм. Ось отверстия, соответствующего отметке 1 делительного диска, должна лежать в плоскости, проходящей через оси трех конусов трезубца. (На рис. 1.2 фиксатор находится в отверстии 1). На оставшийся участок оси надевают барабан с рычагом, несущим фиксатор, две латунные шайбы и навинчивают гайку М8. Барабан вместе с рычагом должен свободно, но без люфта поворачиваться на оси. Его связь с осью осуществляется через фиксатор, входящий коническим концом в одно из отверстий делительного диска.
Рис. 1 Приспособление для нарезания спиралей
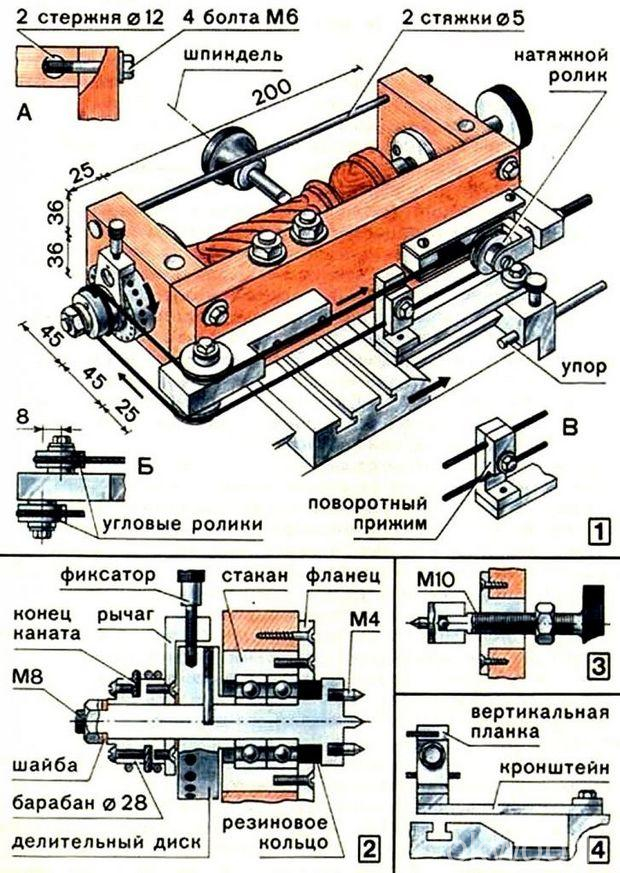
В диаметрально противоположных местах барабана просверлены два неглубоких отверстия, в которые вставлены оба конца тягового каната. (Стальной канат диаметром 2 мм, применяемый в автомобильных свеклоподъемниках.) Концы тягового каната пропаивают и зажимают в отверстиях двумя винтами МЗ, ввинченными в барабан с торца. Канат, выйдя из нижнего гнезда и сделав полтора витка вокруг барабана, отводится по горизонтали, огибает верхний угловой ролик, проходит вдоль стенки корпуса, охватывает натяжной ролик, огибает нижний угловой ролик и, сделав половину витка по барабану, входит в верхнее гнездо. На чертеже механизма поворота заготовки указан только диаметр барабана. Все остальные размеры являются производными от параметров подшипников и других материалов. Диаметр поворотной оси должен быть не менее 12 мм.
Оси угловых роликов смещены (рис. 1.1) и расположены так, что сходящий с них канат попадает на разные участки поверхности барабана. Натяжной ролик помещен в вилку с натяжным винтом М6. Часть оси натяжного ролика, выходящая за пределы вилки, входит в желоб, предохраняя ролик от разворота. Все указанные механизмы жестко соединены с корпусом приспособления и представляют собой единый узел.
Приспособление устанавливают на суппорте станка и закрепляют двумя длинными болтами М8, пропущенными в пазы поперечных салазок и сквозные отверстия в корпусе. К задней стенке каретки суппорта прикрепляют колодку с кронштейном, несущим поворотный прижим (рис. 1.4).
Обе ветки перекинутой через натяжной ролик петли тягового каната могут быть порознь жестко скреплены с кронштейном. В поворотном прижиме и вертикальной планке кронштейна пропиливают две полукруглые канавки. Проложенный в одной из них канат не помнется при зажиме. Наличие канавок обеспечивает большую прочность зажима.
При поперечном перемещении салазок суппорта вперед все приспособление будет также смещаться. При этом нижняя ветвь каната, закрепленная на неподвижном кронштейне, останется на месте, а верхняя ветвь, увлекаемая натяжным роликом, будет сматываться с барабана, заставляя его поворачиваться и наматывать на себя нижнюю ветвь. В конечный момент движения верхняя ветвь каната смотает один виток, а нижняя один виток намотает. Когда салазки суппорта пройдут 90 мм (максимальный ход), угловые ролики приблизятся к вертикальной планке кронштейна. Таким образом, полный ход салазок суппорта соответствует одному обороту заготовки. Если отвести салазки на себя до упора в корпус каретки, то барабан будет вращаться в обратном направлении и вся система встанет в исходное положение.
Рис. 2 Нарезание спиралей с различным направлением и наклоном
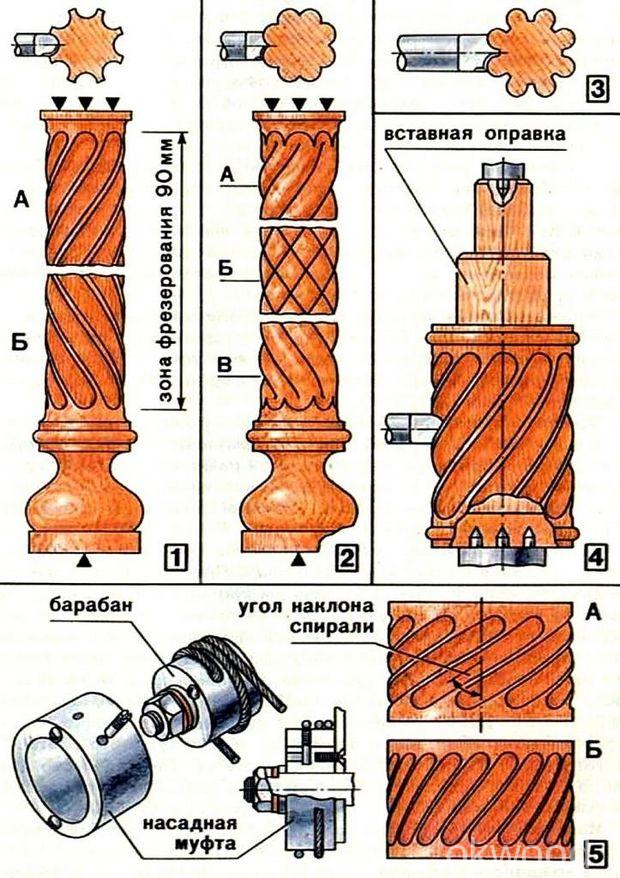
Изложенное выше действие приспособления соответствует фрезерованию правой спирали (рис. 2.1 А). Для того чтобы заготовка вращалась в обратном направлении, необходимо ослабить зажим каната и, не выводя фиксатор из делительного диска, провернуть по часовой стрелке рычаг на один оборот. Затем поворотный прижим следует повернуть на 180 и зажать верхнюю ветвь петли (рис. 55.1В). Теперь при движении салазок суппорта вперед на барабан будет наматываться верхняя ветвь, а нижняя будет раскручивать виток, полученный холостым проворотом рычага, и поворотная ось будет вращаться в направлении, соответствующем фрезерованию левой спирали (рис. 2.1 Б).
Заготовку для нарезания спиралей обрабатывают в центрах по расчетному чертежу (максимальная длина устанавливаемой в приспособлении заготовки 150 мм, максимальный диаметр 85 мм). Зная диаметр фрезеруемого участка заготовки и задавшись профилем канавки, определяют размеры рабочего профиля концевой фрезы в зависимости от числа заходов. Для этого длину окружности поперечного сечения детали делят на число заходов, т. е. на количество фрезеруемых спиралей. По полученным отрезкам окружности определяют размер и профиль лезвия фрезы. Расчет может быть и обратным, когда задается профиль канавок и размер фрезы и в соответствии с числом заходов определяется диаметр заготовки.
Если спираль фрезеруется не на всей длине заготовки, а только на каком-то ее участке, то этот участок должен примыкать к поводковому центру, так как он является более жестким элементом конструкции, чем вращающийся центр. Поэтому при токарной обработке таких деталей участок, подлежащий фрезерованию, должен располагаться у поводкового центра. (На всех иллюстрациях места поводкового и поджимного центров обозначены соответственного тремя и одним треугольниками.)
Обточенную заготовку устанавливают в приспособлении и поджимают вращающимся центром. Углубления, оставшиеся в торце заготовки от поводкового токарного центра, рекомендуется слегка подсверлить для того, чтобы заготовка упиралась не в вершины конусов, а во фланец поворотной оси. Такая посадка создает надежное соединение заготовки с осью.
После установки заготовки и соответствующей фрезы выверяют параллельность образующей цилиндра (или конуса) заготовки направлению поперечного движения суппорта. Для этого продольной подачей заготовку подводят к фрезе в двух крайних точках зоны фрезерования и фиксируют приспособление по касанию лезвием фрезы поверхности заготовки. Вращением маховичка поперечной подачи несколько раз прогоняют салазки суппорта в оба конца и проверяют правильность сматывания каната, отсутствие люфта в креплении заготовки. Установив упоры, ограничивающие зону фрезерования, приспособление отводят на себя до упора, освобождают фиксатор, поворачивают и фиксируют делительный диск на отметке 1, поворотным прижимом зажимают ветвь каната, соответствующую заданному направлению спирали.
Продольным перемещением суппорта заготовку подают на фрезу, слегка врезаются в заготовку в начальной точке спирали. Вращая маховичок поперечной подачи по часовой стрелке, приспособление подают вперед до упора. При этом на медленно поворачивающейся заготовке появится вырезанный спиральный след. Заметив показания лимба продольной подачи, заготовку отводят от фрезы и обратным ходом салазок суппорта возвращают приспособление в исходное положение. Рабочие проходы повторяют 2-3 раза, пока спираль не примет заданную конфигурацию. Съем древесины последним чистовым проходом не должен превышать 0,3-0,5 мм при частоте вращения фрезы 6000 об/мин. Глубину канавки ограничивают упором продольного перемещения.
Фрезерование спирали следует вести только в одном направлении, так как при этом повторяются все рабочие нагрузки на элементы конструкции и фреза проходит точно по предыдущему следу. Фрезерование спирали движением приспособления вперед (от себя) предпочтительнее, чем работа в обратном направлении, так как в этом случае усилие резания, направленное вдоль оси заготовки, воспринимается фланцем поворотной оси, представляющим для заготовки более жесткую опору, чем конус поджимного вращающегося центра.
Профрезеровав первую спиральную канавку, фиксатор выводят из отверстия делительного диска. Заготовку поворачивают на расчетный угол (шаг) и фиксируют в новом положении. Повторяя налаженный режим, фрезеруют вторую, третью и последующие канавки. В процессе фрезерования может выясниться, что фреза несколько не дошла до нужной глубины и еще не дает расчетного профиля спирали. В этом случае следует все канавки нарезать до конца по первоначальной наладке. Затем, сместив упор, ввести поправку и по новой наладке дорезать подряд все спирали.
Показанный на рис. 2.2 профиль формируется четвертькруг-лой фрезой. Участок А соответствует правому направлению фрезерования, участок В - левому. Взаимное пересечение спиралей образует смешанный вариант - участок Б. Элементы профиля, напоминающего скрученный канат, формируются двумя смежными канавками. При точном расчете всех исходных данных после чистовых проходов фрезы древесина снимется полностью и поверхность «каната» не будет иметь следов предварительной токарной обработки.
Проектируя форму спиральных канавок, следует учитывать назначение детали, на которой они нарезаются. Детали осветительной арматуры покрывают спиралями с неглубоким, неконтрастным рельефом (рис. 2.1 и 2). На деталях, удаленных от сильного света и применяемых, например, для оформления корпусов настенных часов, нарезают спирали глубокого рельефа, дающего резкие тени (рис. 2.3).
Короткие заготовки устанавливают в приспособление, пользуясь промежуточной оправкой.
На рис. 2.4 показан пример закрепления деревянного стакана, надеваемого на вставную оправку из несортовой древесины. Внешний диаметр оправки должен точно соответствовать внутреннему диаметру изделия.
Связь осевого перемещения заготовки с ее поворотом предопределяет наклон спирали. При постоянном диаметре барабана угол наклона спирали будет увеличиваться по мере увеличения диаметра заготовки. Фрезеруемые на изделиях большого диаметра спирали с большим углом наклона (рис. 2.5А) своими сильно вытянутыми линиями не создают желательного эффекта, но если уменьшить угол поворота заготовки при той же величине поперечного хода, то на цилиндрах большого диаметра можно получить более крутые спиральные линии (рис. 2.5Б).
Для уменьшения угла поворота заготовки есть несколько способов. Один из них основан на увеличении диаметра барабана насадными муфтами (рис. 2.5). Ослабив натяжение тягового каната, его снимают с барабана, на который насаживают муфту. В резьбовое отверстие муфты завинчивают винт с потайной головкой. Пройдя сквозь кольцо муфты, он заходит в отверстие крепления каната на барабане и жестко соединяет обе детали. В два других отверстия муфты вставляют и фиксируют концы каната аналогично их закреплению в барабане. Намотав на муфту соответственно половину и полтора витка каната, его натяжение восстанавливают натяжным роликом.
Внешний диаметр насадной муфты может быть от 38 до 45 мм. Насадная муфта позволяет нарезать на заготовке большого диаметра спирали, имеющие одинаковый угол наклона со спиралями на поверхностях малого диаметра, что очень важно для гармоничного соединения деталей.
С помощью приспособления, представленного на рис. 1.1, можно фрезеровать простые и фасонные прямые грани и каннелюры на цилиндрических и конических поверхностях. Для этого достаточно освободить тяговый канат от зажима и установить рычаг с фиксатором в неподвижном положении. На рис. 3.1 показан один из способов фиксации рычага. На передней стенке приспособления винтами крепится скоба, в паз которой входит рычаг. Рычаг зажимается винтом.
Методы предварительной обработки заготовки, наладки приспособления и режимы фрезерования остаются прежними. Заготовку закрепляют на приспособлении и фрезеруют простыми или фасонными фрезами, задавая шаг огранки поворотом делительного диска на заданное число делений.
На рис. 57.2 изображена колонна, имеющая восемь каннелюр, нарезанных концевой фрезой с полукруглым лезвием. На рис. 3.3 показана деталь с комбинированной огранкой, в которой прямые грани переходят в спиральные и затем опять выходят на прямые (для удобства описания рисунок детали расположен так же, как заготовка устанавливается в приспособлении). Произведя необходимые расчеты и подобрав соответствующую фрезу, заготовку первоначально обрабатывают в зоне А, в которой нарезают восемь отрезков спиральных граней. Высота зоны определяется расстоянием от точки Б до точки В, которые должны лежать на одной линии, параллельной оси заготовки. На практике это условие выполняется следующим образом. Вращающуюся четвертькруглую фрезу немного углубляют в точке Б (ее место определяют по расчетному чертежу). В этот момент делительный диск должен стоять на отметке 1, салазки суппорта - на первом (ближнем) упоре, а канат - быть свободным от зажима. Фрезу останавливают и выводят из углубления. Приспособление подают вперед и легким касанием вершины фрезы на поверхности заготовки проводят продольную риску, ориентировочно перекрывающую зону А. Затем приспособление отводят на себя (фреза возвращается в точку Б), зажимают нижнюю ветвь каната, освобождают фиксатор, делительный диск поворачивают на два шага влево и фиксируют. После этих действий фреза оказывается в точке Г. Не включая двигатель, поперечным движением суппорта заготовку подают вперед. Движение заготовки идет с одновременным ее поворотом, который доводят до встречи фрезы с риской в точке В. По найденной точке В устанавливают второй упор, после чего зона А оказывается ограниченной с двух сторон.
Рис. 3 Наладка приспособления для нарезания каннелюр по цилиндру и конусу
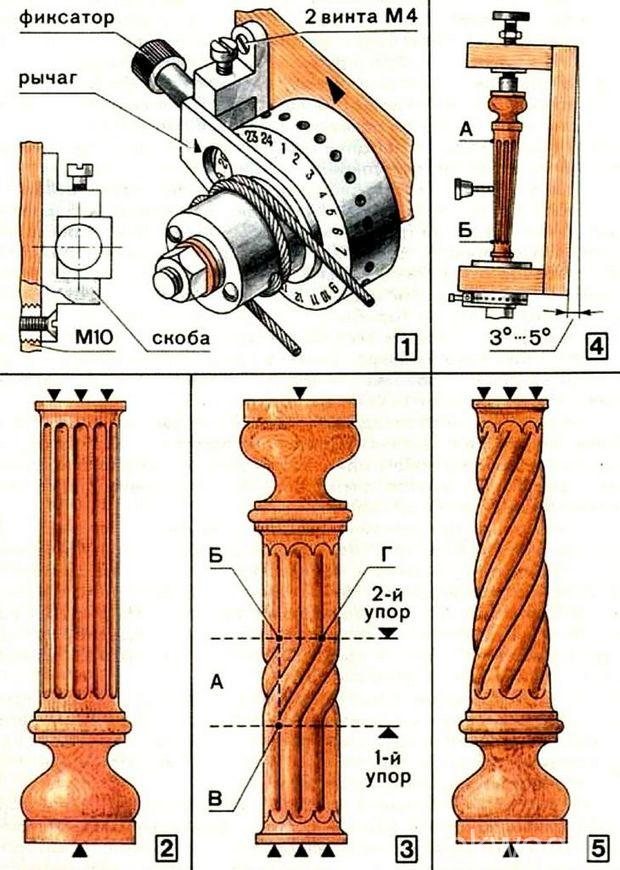
Наладив по упору величину продольного перемещения, в зоне А фрезеруют все восемь спиралей. Затем спиральную наладку (кроме упора продольного перемещения) перестраивают на фрезерование прямых граней, нарезку которых ведут поэтапно. Сначала фрезеруют восемь граней верхнего (по рисунку) яруса, потом все грани нижнего яруса.
Ход заготовки в ярусах следует также ограничить упорами, чтобы фреза не врезалась в готовую спираль и останавливалась в точках стыка.
Фрезерование прямых граней и каннелюр по конической поверхности осуществляют на приспособлении, повернутом по отношению к направлению поперечного перемещения на угол до 5°. Такое отклонение вполне достаточно, так как конические колонны с каннелюрной нарезкой (рис. 3.4) делают с небольшим сужением. Коническую поверхность заготовки подготавливают токарной обработкой. Положение приспособления выверяют касанием заготовки вершиной фасонной фрезы в точках А и Б. Контуры заготовки рассчитывают таким образом, чтобы узкая площадка между фрезеруемыми каннелюрами сохранилась по всей поверхности колонны.
Фрезерование спиралей по конической поверхности ведется аналогично. Гибкость каната и некоторый поворот зажимного рычага вокруг крепежного болта Мб позволяют нарезать спирали на конической поверхности заготовки. При этом приспособление может быть настроено на угол наклона заготовки равный 7-8°. Однако следует увязывать угол конуса, размер фрезы и число спиральных заходов. Хорошие результаты дает наклон образующей конуса до 2-3°. При больших углах конуса в местах сужения может произойти взаимная подрезка лежащих рядом спиралей. Поэтому расчет спирали для конусов с углом более 3° делают по их узкому месту, в котором должен получиться нормальный рельеф, характерный для спиралей, фрезеруемых по цилиндру. Тогда в широком месте конуса спирали разойдутся, оставляя между собой чистую поверхность (рис. 3.5). Нарезание спиралей может осуществляться концевыми фрезами любого профиля.
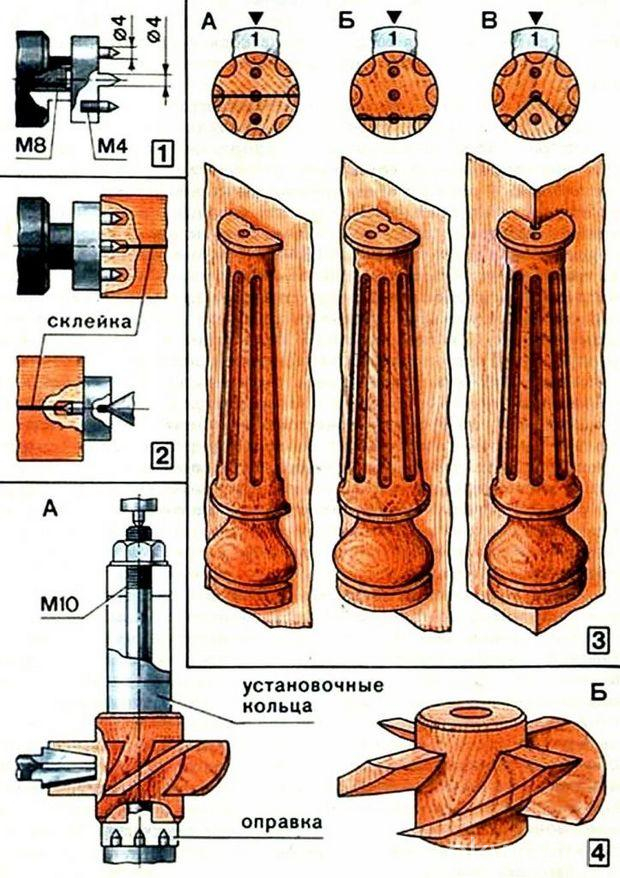
Все цилиндрические и конические детали, обрабатываемые на спиральном приспособлении, вытачиваются на токарном станке с закреплением заготовки в поводковом и поджимном центрах. Оба центра входят в комплект оснастки станка. Однако лучшие результаты дает самостоятельно изготовленный поводковый центр, трезубец которого аналогичен имеющемуся на поворотной оси приспособления. Его крепят на той же оправке, на которой устанавливаются фрезы (рис. 4.1). Стальную заготовку для поводкового центра ввинчивают в оправку и обтачивают непосредственно в рабочем положении. После вытачивания центрального конуса на фланце поводка вершиной резца протачивают тонкую канавку диаметром равным расстоянию между осями дополнительных конусов. В диаметрально противоположных точках канавки просверливают два отверстия, в которых нарезают резьбу и устанавливают дополнительные конусы. Все три конуса должны иметь калиброванные цилиндрические участки. Для посадки на конический поводковый центр заготовку накернивают и насверливают так, чтобы ее торец упирался не в вершины конусов, а во фланец.
В различных изделиях, имеющих симметричное декоративное оформление, применяют накладные колонны, образованные продольным осевым делением детали на две половины или частичным ее спилом. Однако непосредственное распиливание готовой детали на половины или отделение сегмента не дают качественных результатов, так как на краях спила разрушается чистовая поверхность детали. Кроме того, большой слой древесины в центре детали уносится самой обработкой (ширина развода пилы плюс выравнивание и шлифование). Съем слоя древесины ведет к нежелательным изменениям силуэта детали. Вследствие этого декоративные детали с долевым применением изготавливают из клееных заготовок. В соответствии с чертежом детали подбирают два куска древесины или распиливают один кусок на два бруска. Поверхности брусков шлифуют, плотно подгоняя друг к другу, натирают сухим мылом (без остатков на поверхности) и склеивают костным клеем, проложив между брусками полоску бумаги. Просушку клея осуществляют под прессом. Клееную заготовку накернивают шилом, насверливают и устанавливают в центрах для предварительной токарной обработки (рис. 4.2). Для того чтобы заготовка не расслоилась под действием поджимного центра, применяют промежуточную втулку.
Рис. 4 Устройство и применение специального поводкового центра. Универсальная металлическая оправка.
Таким образом, заготовка оказывается зажатой между двумя плоскостями и ее цельность не будет нарушена.
На рис. 4.3 показаны места сверления торцов заготовки для обеспечения согласованного положения ее шва с отметкой 1 делительного диска и три варианта монтажа готовой детали на поверхности изделия. Необходимость согласования очевидна, так как обе половины заготовки должны быть покрыты каннелюрами совершенно одинаково (рис. 4.ЗА) или симметрично относительно вертикальной оси (рис. 4.ЗБ и В). На всех этапах токарной и фрезерной обработки клееной заготовки съем древесины ведут осторожно, с малыми подачами резца и фрезы. Частота вращения шпинделя при токарной обработке не должна превышать 650 об/мин, а частота вращения фрезы должна быть не менее 3200 об мин. Готовую деталь раскалывают стамеской, приставленной лезвием ко шву. В заготовке со вставным сектором (рис. 4.3В) подгоняют поверхности обеих сторон вставки, однако на клей ставят только одну сторону для бездефектного удаления вставного бруска. Поверхность разъема зашлифовывают до чистой древесины. Применение клееных заготовок способствует рациональному использованию дорогой древесины, которая в сочетании с дешевой позволяет изготавливать детали диаметром, превосходящим толщину исходного бруска ценной породы (рис. 4.ЗБ).
Для фрезерования заготовок, имеющих сквозное центральное отверстие, спиральное приспособление оснащают металлической оправкой. Фланец оправки просверливают соответственно конусам поводка. Плоскую заготовку надевают на оправку и через набор установочных колец зажимают гайкой. Данная оправка универсальна - закрепленную на ней заготовку можно обтачивать и фрезеровать. На рис. 4.4А показано фрезерование четырехлопастного винта вентилятора. Поскольку толщина лопастей с приближением к стволу уменьшается, деталь фрезеруют конической фрезой. На готовой детали (рис. 4.4Б) хорошо видно, как изменяется крутизна спиральной линии: от пологого внешнего контура лопасти до крутого наклона по стволу. Плоскость лопасти с отдалением от центра постепенно поворачивается вокруг своей оси.
Когда вы подпишетесь на блог, мы будем отправлять вам электронное письмо, когда на сайте появятся новые обновления, чтобы вы их не пропустили..
Об авторе
Вы получите доступ к сервису, предоставляемому внешними поставщиками https://ok-wood.com.ua/

Комментарии