Тигель для плавки стали

Итак, перед нами стоит задача получения тиглей, пригодных для плавки стали. Если тигли необходимы лишь иногда, тогда можно вылепить и руками при минимуме приспособлений.
Если же достаточно регулярно - тогда, для сохранения в порядке своей же нервной системы, а также для получения от процесса некоторого удовольствия необходима пресс-форма. Нужды у всех плавильщиков разные, поэтому предлагаю вниманию общественности чертежи четырех пресс-форм.
Формы 1,3 и 4 были в свое время изготовлены и успешно опробованы, 2 - спроектирована чтобы дополнить модельный ряд, нужды в ней пока не возникало. :)
Пресс-Формы.
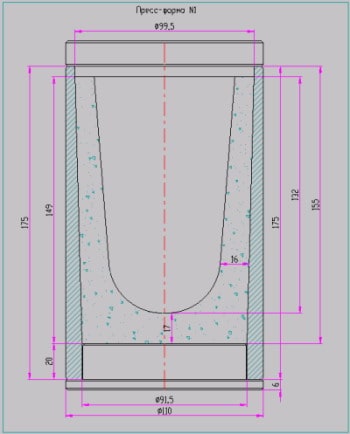
1. Большая.
Предельно разумная масса слитка - 1,5 кг.
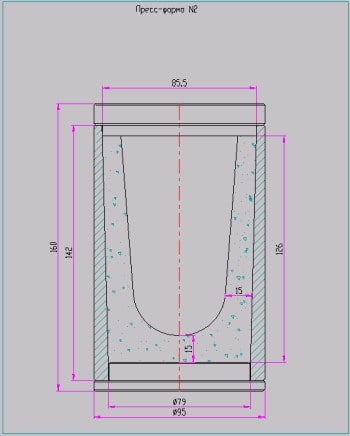
2. Средняя.
Предельно разумная масса слитка - 1 кг.
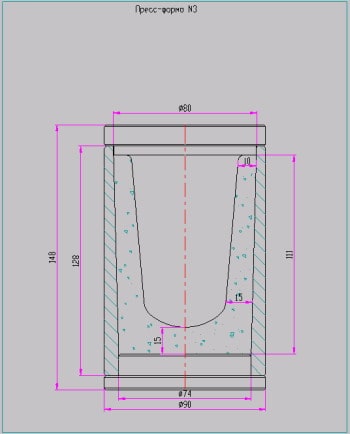
3. Малая.
Предельно разумная масса слитка - 0,65 кг.
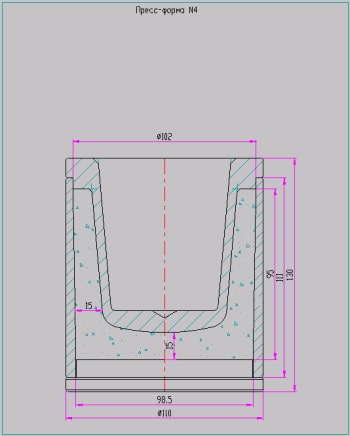
4. А-ля-вутц. Эта пресс-форма была разработана для получения не шарообразных, а плоских слитков, а также для удобства разрубания слитка на несколько частей.
Предельно разумная масса слитка - 1,2 кг.
Химсостав огнеупорной смеси.
Для тигля нам понадобится шамотная крошка - основной наполнитель, огнеупорная глина - связка, графит - агент, противостоящий растрескиванию тигля при нагреве. (по слухам, графит при нагревании уменьшается в обьеме, тем самым компенсируя расширение других компонениов). Пропорция: 731 или 732. Т.е. 7 обьемных частей шамота, 3 глины и 1 или 2 графита. Первую легче извлекать из формы, вторая более стойкая к трещинообразованию в процессе плавки. Это значит , что если на 731 иногда (редко) сверху и появляются трещины, на 732 я их, по-моему, не видел. Однако сам я все-таки предпочитаю 731.
Глины три части - это оптимум. При меньшем ее количестве падает прочность, при большем - увеличивается вероятность трещин.
Пробовал вместо шамота использовать кварцевый песок, но..... Очень уж непрочные из него выходят тигли, и после плавки рассыпаются буквально на глазах. И вероятность трещин в них высока. Имхо дело в слабом сцеплении песка с глиной - это разнородные материалы. А шамот и глина - химические родственники, и сцепление у них существенно прочнее. Поэтому в своих смесях я использую шамот.
Глина и графит.... вещества, конечно, не слишком доступные широкому кругу..... но так уж получилось, что у меня химсостав именно такой :)
Техника размола шамота
Шамотная крошка добывается из огнеупорного, шамотного же кирпича (я использую кирпичи марки ША-5, собственно, других к нам и не завозят :). Перед дроблением кирпич настоятельно советую промочить, положив его на полчаса в тазик с теплой водой. Это делается для подавления пылеобразования при дроблении. Дробим молотком до фракции <10мм. Затем размалываем дальше до фракции - "крошка". Этот этап я проделываю так: высыпав часть шамота на какую-либо твердую поверхность, кладу на нее электрокорундовый абразивный круг диаметром 75 и шириной 50 мм. (именно такой у меня нашелся на балконе) Ставлю на этот ролик ногу (в туфле, чтобы не было мучительно больно) и катающими движениями размалываю смесь. Полученную массу просеиваю через дуршлаг с размером сита ~3,5 мм. Все, что просыпалось - пригодно к использованию, остальное - в дальнейший размол. Т. е. фракция шамота - это смесь очень мелкой, мелкой, и относительно крупной крошки. Крупная фракция необходима - уменьшает наклонность к трещинообразованию. (по опыту), да и меньше трудозатраты на размол.
Техника приготовления смеси
Итак, требуемое количество ингридиентов мы получили. Отмеряем нужное количество каждого согласно выбранной пропорции. Должен заметить, что единицу обьема вам придется подобрать индивидуально под каждую из пресс-форм самостоятельно. При этом следует учесть, что обычно к тиглю необходима крышка, поэтому количества смеси должно хватить и на нее. Теперь смешиваем составляющие до однородного состояния. Воду пока не добавляем. Смешали. Теперь вода. Ее может потребоваться разное количество, в зависимости от влажности исходной шамотной крошки (помните, мы промочили кирпич?). Если все происходит в один день, воды потребуется 1,5-2,5 обьемных части (мера обьема такая же, как и для составляющих смеси). Если шамот уже высох, то больше. Приливаем воду постепенно, постоянно размешивая смесь, как бы размазывая ее по стенкам емкости, чтобы вода проникала в центр комков (смесь комкуется). И так до полного перемешивания всей смеси и воды. Критерий достаточности - сжатая в кулаке часть смеси не пролезает сквозь пальцы при сжимании. Это первый способ - трудоемкий, т.к. хорошее перемешивание требует определенных трудозатрат. Есть способ второй - более легкий. Согласно ему мы приливаем заведомо больше воды, чем нам необходимо. Смесь разжижается до состояния грязи, что способствует весьма быстрому, легкому и качественному перемешиванию. Но куда девать лишнюю воду? Испарить ее строительным феном! Если он, конечно, есть :). Итак, включаем фен, и дуем внутрь емкости со смесью, постоянно ее перемешивая. Критерий достаточности испарения - та же консистенция смеси, что и в предыдущем случае. Визуально степень готовности можно оценить так: когда смесь теряет видимую липкость и может быть разьединена на мелкие кусочки на дне емкости - тогда хватит греть. Но во втором случае даже если смесь уже не стремится пролезть сквозь пальцы при сжатии, все равно в ней содержится больше жидкости, чем в первом случае, поэтому сушить нужно чуть больше. Тут уже поможет только опыт - "сын ошибок трудных" :)
Техника формовки и выпрессовки
а) Формовка.
Соединяем внутреннюю и наружную полуформы. В отверстие на торце внутренней полуформы вставляем спичку - чтобы смесь ее не забила. Это отверстие пригодится нам позже. Насыпаем внутрь немного смеси - и трамбуем ее деревянным шестком через каждые 15 мм высоты тигля, стремясь, чтобы смесь раздавалась под шестком в разные стороны. Сильно трамбуем - пустоты наш враг, и от тщательности трамбовки очень зависит качество тигля и, следовательно, успех плавки.
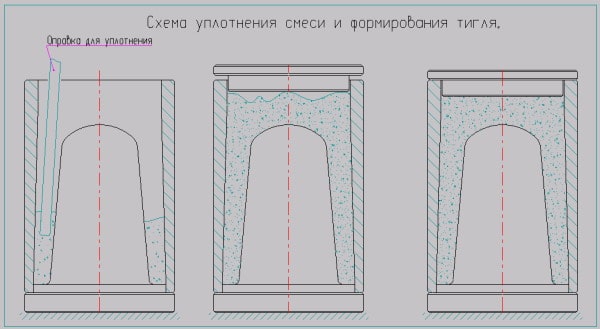
Итак, форма наполнилась затрамбованной смесью и до верха наружной полуформы осталось на глаз около 12 мм. Все, время выравнивать дно тигля. Вставляем последнюю, третью часть пресс-формы (дно), прижимаем смесь. Если торец выступающей цилиндрической поверхности "дна" не касается верхнего торца наружной полуформы - много положили смеси, необходимо ее отобрать. Если соприкоснулись, но под дном есть зазор - то смесь необходимо добавить. Таким образом мы делаем дно тигля всегда одинаковым по толщине - ~15 мм. Прокручиваем эту третью часть пресс-формы, чтобы дно уплотнилось и выровнялось. Так, пока все.
Следует заметить, что выпрессовать внутреннюю полуформу номер 4 достаточно проблематично. Т.к. дно в ней плоское - смесь, обладающая чрезвычайной липучестью пристает к нему, и при извлечении внутренней полуформы, его (дно) может просто оторвать. Поэтому при формовке в пресс-форме номер 4, когда уровень утрамбованной смеси достиг верхнего торца внутренней полуформы необходимо положить на него (на дно, то-есть) вырезанный кружочек бумаги (обычной писчей), по диаметру равный этому самому "дну" внутренней полуформы. А потом положить сверху большую жменю смеси (осторожно, чтобы не сдвинуть листик) и отформовать дно тигля.
А бумажку извлечь уже позднее, после выпрессовки внутренней полуформы.
б) Выпрессовка.
Вынимаем плоскогубцами спичку из внутренней полуформы. Это делается для того, чтобы дать попасть внутрь воздуху и предотвратить "вакуумирование", в результате которого могут разрушиться стенки тигля при выпрессовке. Проще говоря, чтобы не оторвать стенки тигля вместе с внутренней полуформой.
Теперь можно пойти двумя путями. Можно залить внутрь через отверстие немножно воды , не более 1 куб. см. и прокрутить внутреннюю полуформу несколько раз. Вода проникает внутрь и немного разжижает поверхностный слой. Но можно обойтись и без этого. Просто провернуть пару - тройку раз внутреннюю полуформу и все. Тут надо судить по усилию вытаскивания, если чувствуете, что залипло - используете воду (немного!), если нет - то и вопроса не возникает.
Вынимаем внутреннюю полуформу, осматриваем внутренность тигля. Как правило в нем наличествуют-таки кое-где пустоты и поверхностные надрывы. Это не страшно, но и не хорошо. Поэтому, шпаклюем эти пустоты и выемки тигельной смесью. Затем, покрываем внутреннюю поверхность тигля (стоящего еще в наружной полуформе)
туалетной бумагой. И после этого вставляем внутреннюю полуформу снова на свое место, несколько раз ее прокручиваем, чтобы выровнялись внутренние неровности после шпаклевки неплотностей.
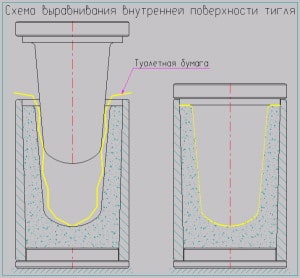
Туалетная бумага - это чтобы снова внутренняя полуформа не прилипла к тиглю. Уже легко вынимаем внутреннюю полуформу, затем бумагу (пинцет рулит) и готовимся вынимать сам тигель. Для этого снимаем у пресс-формы ее дно, и дном тигля ставим на цилиндрический столбик, по диаметру равный внутреннему диаметру наружной полуформы, по длине превосходящий ее длину где-то на 30-40 мм. В чертежах его нет? Это потому, что я использую для этих целей простую деревянную чурку :)
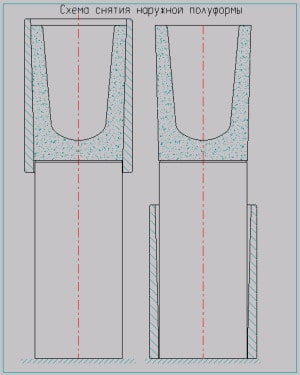
Медленно давим вниз на наружную полуформу и снимаем ее с тигля. Внимание! Из-за наличия уклона, чем дальше мы снимаем наружную полуформу, тем она идет легче. Не следует спешить, т.к. могут образоваться уже наружные надрывы. Поэтому медленно доводим начатое до конца, поднимаем столбик со стоящим уже на нем тиглем и тигель снимаем. Можно путем перевертывания на какую-либо плоскую деталь, лист металла, в моем случае. Затем осматриваем тигель. Как правило, снаружи таки тоже имеются неплотности и рванины, поэтому снова шпаклюем его уже снаружи в местах раковин и рыхлот. (смачиваем в местах пустот водой, смачиваем комочки смеси, и, приложив смесь к пустотам, легонько "прибиваем" ее пальцами). Также особое внимание уделяем верхнему торцу тигля - на нем совсем не должно быть неплотностей или трещин. Если они есть - ликвидируем их все. После шпаклевки тигель становится снаружи слегка бугристый, поэтому его оборачиваем снаружи опять же туалетной бумагой. Она сразу прилипает к тиглю и держится. Тут мы аккуратно руками по бумаге окончательно выравниваем стенки тигля, кладем на него сверху стальную пластину и, осторожно постукивая по ней, выравниваем верх в одну плоскость. Бумагу убираем. Затем тигель переворачиваем вверх дном на эту пластину. Этап выпрессовки закончен.
зы. После того, как тигель вынут, если есть необходимость, можно в этой же пресс-форме отформовать и крышку. Для этого вставляем в наружную полуформу дно и засыпаем туда необходимое количество смеси. Я обычно делаю крышки толщиной 12-13 мм. Засыпали смесь, и теперь утрамбовываем ее в блин, используя в качестве трамбовки тот самый деревянный столбик, с помощью которого мы выпрессовывали тигель. Утрамбовали, и таким же образом, как тигель, но с другого торца, выпрессовываем крышку. Гвоздем, диаметра 4-5 мм проделываем в центре ее отверстие для выхода газов из тигля при плавке. Отверстие как бы раздвигаем, и гвоздь для этого - лучший, имхо, инструмент. Все, этап закончен.
Техника сушки
Теперь необходимо высушить тигель. Можно его просто оставить на несколько дней на солнышке, а можно ускорить процесс, использовав духовку. Сырой тигель, установленный вверх дном на металлической пластине ставим в духовку на малый огонь. Собственно, у меня электроплита, так что "огонь" в моем случае - это в переносном смысле. Сперва на небольшой огонь для прогрева, затем на максимум, пока не высохнет. Время - обычно пара часов.
После этого выключаем и оставляем до утра остывать в духовке. Все. Тигель получается не шибко твердый, не как бабушкин кувшин, но достаточно прочный. Проверка на отсутствие трещин стандартная - часто-часто постукать вокруг по нему ногтями. Если "звенит" (образно выражаясь), следовательно - нормально. Если нет.... , собственно, у меня такого еще не случалось, чтобы не "звенел". Могу предположить, что отсутствие звона это скверный признак, и лучше бы я такой тигель не использовал. Во избежание. Но, полагаю, если все сделано правильно, на этапе сушки не возникает особых проблем. Появляется на наружной поверхности сетка маленьких трещинок (часто, если смесь была чрезмерно влажной), но они поверхностные и обычно не ведут к трещинам при плавке. Хотя, конечно, качество необходимо оценивать индивидуально.
Итак, качественный тигель - это звенящий при постукивании сосуд, имеет внутри и снаружи гладкую поверхность (особенно внутри!), без пустот, без ямок, без трещин.
Спросите меня, а как же обжиг? Ответ - а никак. Обжиг, имхо, не нужен вообще, я свои тигли не обжигаю никогда, и тем не менее в огне при плавке они стоят как солдаты :) Снаружи образуется глазурированная корка, выгорает графит до середины толщины стенки. Прочность высокая, руками после плавки поломать сложно.
"Ну, все, что знал - рассказал" (c) :)
------
С уважением ко всем дочитавшим до конца,
When you subscribe to the blog, we will send you an e-mail when there are new updates on the site so you wouldn't miss them.
Об авторе
By accepting you will be accessing a service provided by a third-party external to https://ok-wood.com.ua/

Комментарии